其实早有征兆。轻微过载、接触不良,都会发热。可我们老凭手摸… 手摸能摸出35度和40度的区别吗?别逗了。后来狠心上了热成像,才发现之前简直是蒙着眼睛开车。
这就是热成像。原理没啥神秘的,就是把红外辐射转成图像,温度高低一目了然。但用好它,需要的不是技术,是思维。工程师的思维。
为啥你买的热像仪总在吃灰?
很多厂领导一听说热成像,点点头,“嗯,高科技,买!” 买回来,用了一次,扔仓库了。为啥?因为没人真懂怎么用它创造价值。不是仪器不行,是路子不对。
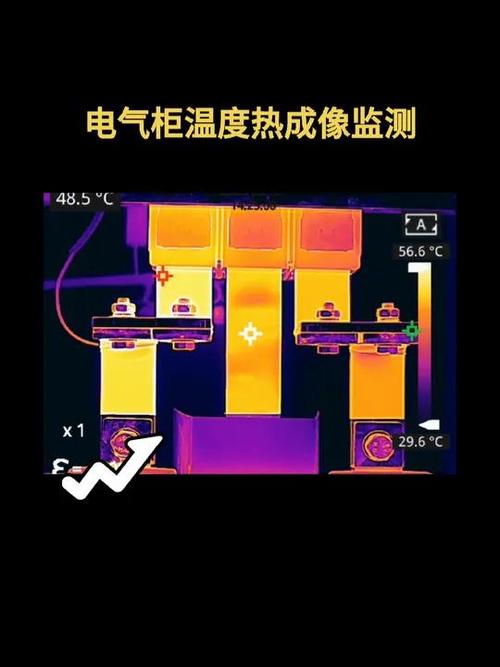
误区1:当成温度计用。只看最高温,拍完走人。 热像图是给分析用的,不是记录温度数的。你得会看温度分布、温差、趋势。比如一个接头,同一排三个接头,这一个比旁边高5度——不是绝对温度高,而是相对高,这才是关键。❗
误区2:只在坏的时候才测。 这叫亡羊补牢。热成像最大的价值是预测。建立设备的热档案,定期扫一遍,发现趋势变化。那才叫状态检修,而不是事后救火。
说实话,我见过太多人,热像仪开机——对准设备——咔嚓——收工。连焦距都不调,更别说设置发射率了。发射率!这个词儿多少人不当回事?不锈钢表面和氧化后的表面,发射率能差一倍,温度读数能差几十度。不修正?那你测了个寂寞。
真正想用好,得这么干:先选重点设备——高风险、高价值、故障后果严重的。然后制定检测窗口期,比如每个月负载高峰时测一次。每次拍同样角度、同样距离,建立基线。别三天打鱼两天晒网。
问:热成像到底能帮工厂省多少钱?
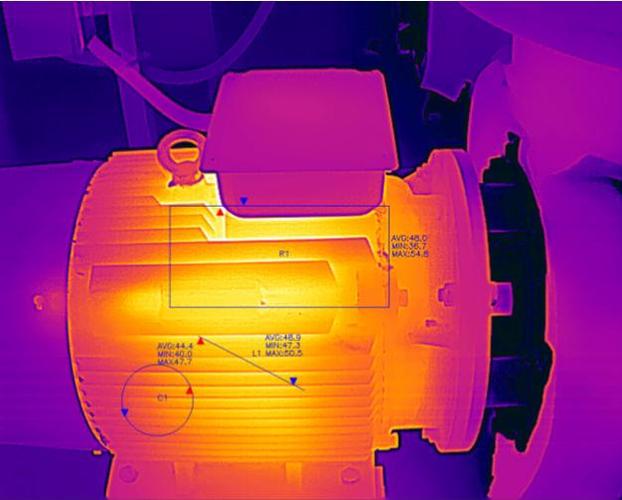
这问题功利,但实在。我跟你说个真事儿。一个化工车间,上百个电机。以前半年小修一次,一年大修一次,坏哪儿修哪儿。后来搞了热像定期巡检,慢慢积累数据。发现一个泵电机,轴承位置每次检测温度都比同类高3度,而且缓慢上升。计划停机时打开,轴承保持架已经有裂纹。换掉,花了200块。如果不发现,等它崩了,连带损坏转子,停产一天损失十几万。这笔账,谁都会算。
不过话又说回来,热成像不是万能药。它只能检测表面温度异常,内部的某些缺陷,比如绕组匝间短路早期,可能温度变化不明显,还得结合振动分析、电流分析。它是多面手,但不是神仙。
上手热成像,这些坑你别踩
1. 反射温度补偿。测玻璃、光滑金属表面时,会把周围热源反射进图像,误判成设备自身发热。要调补偿。这个功能几乎每个仪器都有,但八成用户不知道在哪。✅
2. 距离系数比。就是成像仪离目标多远能准确测某一点温度。远距离测小目标,得用长焦镜头。不然测出来的是整个区域平均温度,毫无意义。💡
3. 太阳辐射。室外检测,大太阳底下测,设备向阳面和背阴面温度能差十几度。最好阴天或傍晚测,或者记录下环境条件,分析时剔除。
说到这儿,又想起一事。有人问,测温准不准?我说,你要求的“准”是计量级的准吗?那得用黑体炉校准,普通巡检没必要。我们要的是重复性、可对比性。同一个设备,同一条件,测出变化趋势,这就是准。
问:热像仪选贵的还是便宜的?
问得好。首先看分辨率和热灵敏度。160×120的探测器,远距离看个小接头,可能就是一个像素点,根本没法分析。至少320×240,最好640×480,那叫一个清晰。热灵敏度(NETD)要小于0.05°C@30°C,越小越好。
再看软件。数据拿回来,没个好分析软件,等于零。能生成报告、叠加可见光、调色板、导出数据… 这些才是核心。贵有贵的道理,但别盲目追高。关键看你应用。只测电气柜,手持中端够用。要是石化罐区远距离测温,上制冷型探测器吧。
有次展会,看到某品牌宣传“AI智能诊断”,自动框出异常点。嗯… 听着挺好,可实际呢?误报率感人。还是人脑判断靠谱。工具就是工具,别指望它替你思考。
啰嗦了这么多,其实就一句话:热成像是个好帮手,但得用心经营。别光买设备,要买的是“状态把控能力”。从今天起,把你厂里关键设备列个清单,订个周计划,每周花半小时扫一圈,坚持仨月。你会回来谢我的。😉
好了,就写到这。顺便提一句,如果你们有特别的案例,欢迎到我们网站留言交流,工科男就爱鼓捣这些实在的。