先讲个真事儿。去年,车间一台冲压机趴窝了,就因为它——一根不起眼的工业弹簧。客户电话里急得跳脚,我到现场一看,弹簧断成三截,断口齐刷刷的疲劳纹。老板脸都绿了。那弹簧才用了不到三个月!选型时图便宜,材料没搞对,结果停产损失够买一百根原装弹簧。我当时就叹气:工业弹簧这玩意儿,看着简单,水可深着呢。
说实话,干机械二十年,我见过太多人在弹簧上栽跟头。对吧,不就是个螺旋状的铁疙瘩?错。弹簧是设备的“关节”——关节坏了,整个系统就瘫痪。但很多工程师选型时拍脑袋,要么看样本随便挑,要么迷信进口,要么根本说不清自己需要什么。😤
❓ 工业弹簧的“坑”到底在哪儿?
问:是不是只要知道线径、外径、自由长就行了?
答:天真!很多新手就栽在这儿。这三个参数只是基本轮廓。真正的命脉是工作行程下的负荷和刚度。你必须清楚弹簧在安装高度时受力多少,在最大压缩/拉伸时受力多少,而且刚度公差要准。不然呢?要么弹力不足导致机构松旷,要么硬邦邦顶死其他零件。❗还有,别忽略环境——高温?腐蚀?频繁冲击?这些会直接改判弹簧寿命。我就见过一哥们儿用普通弹簧钢做高温炉门拉簧,结果没几天就回火变软,炉门都关不上。
另一个被严重轻视的是弹簧的端部结构。磨平、并紧、挂钩形状……细节定生死。拉簧的挂钩弯折处应力集中,如果没做应力强化处理,那里最容易断。💡记住了:90%的弹簧失效不是因为材料不行,而是设计时没考虑实际工况的应力分布。
说到应力,你最好亲手算算(或者让你的有限元软件算)。有时候直觉靠不住。我给大伙看一张典型压缩弹簧的仿真云图:
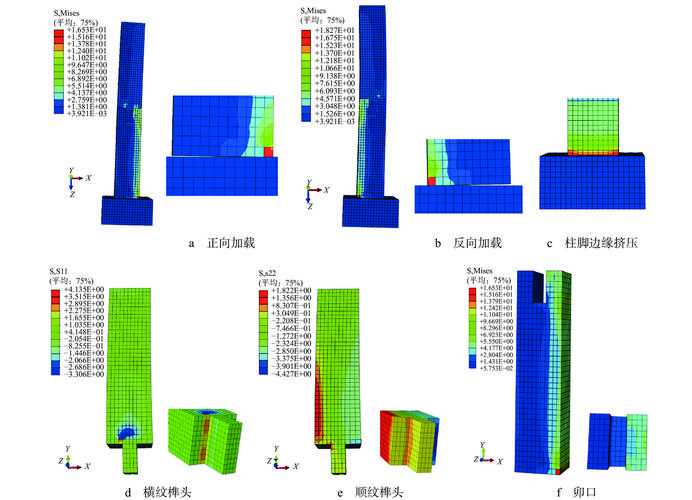
瞧见没?最大应力往往不在你想象的位置。这种地方不提前做喷丸强化或者特殊倒角,迟早出事。
🛠️ 材料才是灵魂:别只盯着“弹簧钢”三个字
工业弹簧材料有一大谱系,从普通碳素弹簧钢到沉淀硬化不锈钢,再到镍基合金。但很多人就认“65Mn”、“60Si2Mn”——拜托,那都多少年前的通用牌号了。不说别的,疲劳寿命要求高的阀门弹簧,现在谁还用60Si2Mn? 都是铬硅钢(如55CrSi)或者油淬火钢丝。
还有一个痛心的事实:国产丝材和日本、德国丝材,同一个牌号,差距能让你怀疑人生。我做过对比,日本SWOSC-V钢丝绕制的弹簧,疲劳试验高出国产同行一大截。非金属夹杂物、表面脱碳、尺寸精度……每一点都是瓶颈。唉,不说了,牢骚多了像怨妇。😅
问:那有没有办法让弹簧寿命翻倍?我听说喷丸很神。
答:喷丸确实神,但用不好就是灾难。喷丸在表面引入残余压应力,抑制裂纹萌生。可你要是过了头,表面反而出现微裂纹、起皮,寿命不升反降。而且喷丸后必须做低温回火去氢!这个很多人忘掉,结果氢脆断裂。另外,对于在腐蚀环境工作的弹簧,喷丸效果会被腐蚀坑抵消,这时候得用耐蚀材料或者涂层。比如磷化涂层或者达克罗,但钝化膜掉了也白搭。所以,没有万能药,都是系统工程。
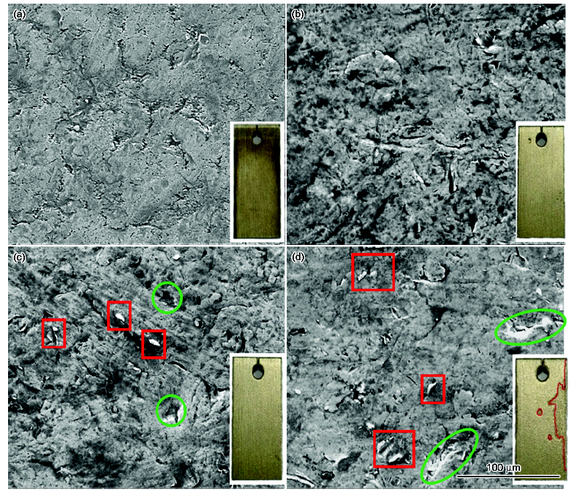
左右两张图放一起,差异挺震撼。好的喷丸表面是绵密均匀的,差的像月球表面。
💥 失效分析:从断裂倒推设计缺陷
我桌上常年摆着几截断弹簧,给新人上课用。看断口是门手艺。疲劳断裂的典型特征:裂纹源、海滩纹、瞬断区。 如果裂纹源在表面缺陷处(划痕、折叠),那就是制造缺陷;如果在弯角内侧,设计应力集中没处理好。有一次,一根矩形弹簧从油孔处开裂,因为油孔边缘没倒圆,应力集中系数高得吓人。小小一个R角,省掉就出大事。
再强调一个冷知识:弹簧的共振破坏。很多人不知道,弹簧在高速机构里会发生内共振,振幅急剧放大,瞬间拉断。这得校核固有频率,避开激振频率。见过气门弹簧因共振碎成渣的场面,发动机直接报废。设计时,要么提高固有频率(粗线径、大螺距),要么加阻尼器。
💡 问:如果空间受限,弹簧力不够怎么办?
答:别死磕圆形丝材。可以试试矩形截面弹簧,同等空间储能能力更强。或者复合弹簧(内外组合),甚至变刚度弹簧(如不等节距、锥形弹簧)。但制造难度大、成本高。平衡点需要反复权衡。我也常用碟形弹簧组合,线性叠加,空间紧凑。
✅ 避坑清单:实践出真知
扯了这么多,我总结几条血泪经验:
✅ 选型前,写清楚工况清单:载荷、行程、频率、温度、介质、期望寿命、失效后果。纸面画不出来的,肯定做不出来。
✅ 别迷信样本上的理论寿命:那是实验室数据,实际打个五折甚至更多。有条件就做样件验证。
✅ 表面处理谨慎:镀锌弹脆性大,不推荐重要弹簧;静电喷塑可能因局部熔融导致弹性变化;磷化后涂油最稳妥。
✅ 留余量!不管是空间还是力值,设计时要考虑松弛和永久变形。尤其是高温用的,蠕变松弛会让你几个月后力值衰减。
❗ 检查供应商的制造能力:钢丝绕制成型后的热处理(淬火、回火)、磨平、强压处理,每一道工序的稳定性都决定最终性能。小作坊的弹簧真的敢差20%的力值。
最后,弹簧这东西,你越研究越觉得它像有机体——有弹性模量、有阻尼、会疲劳、会老化。尊重它,它就是设备的忠诚卫士;糊弄它,反手给你一个停产通知。就说到这吧,希望对同行有点启发。别到时候跟我一样,半夜被叫起来修设备,那滋味,不好受。😅