昨天有个客户找我吐槽,买的封口机用了不到三个月就坏了,我一看,选型根本不对。这事儿让我想起自己刚入行时的惨痛经历——因为图便宜,选错了脉冲封口机,结果封铝箔袋时熔断器三天两头烧。老板脸色铁青,我蹲在车间里满头大汗地换加热条,那种懊恼,刻骨铭心。
先搞清楚:你封的到底是什么?
很多新手以为封口机就是加热加压一夹,完事儿。错得离谱。封口机的核心差异在于热传递方式和材料兼容性。比如聚乙烯袋,普通的热板式封口机就能搞定,温度一上去,压合一下就成。但要是遇上铝箔复合膜?热板接触式封口反而容易导致铝箔层断裂,这时候得用电磁感应封口机——利用高频磁场在铝箔层产生涡流,瞬间熔化内层热封膜。原理完全不同。
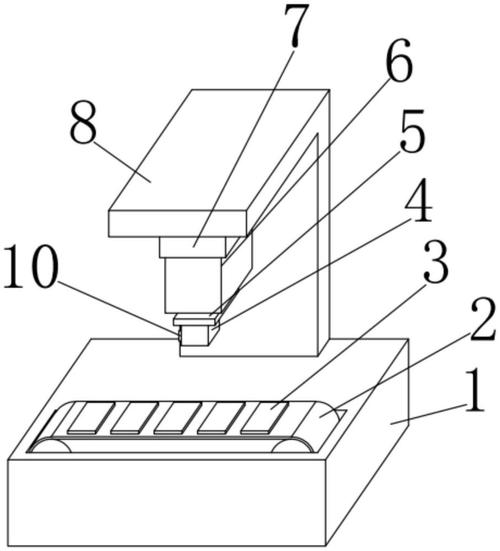
再说气密性要求高的场景,比如医疗器材灭菌包装。那种封口必须用脉冲封口机,靠瞬间大电流加热镍铬合金带,急速冷却,形成非常平整且无泄漏的封线。可脉冲封口机有个通病:冷却时间一长,效率就掉。所以产线上经常见到双工位封口机,一边加热一边冷却,交替进行——话说回来,这种机型对操作工的熟练度要求可不低,新手往往掌握不好时间,封口强度忽高忽低。
那些年我踩过的坑
记得有次给食品厂做配套,选了台连续式封口机,带输送带的那种。调试时一切正常,但一上量产就出幺蛾子:薄膜袋封口处出现波浪纹,密封测试漏气率飙升。排查了三天,最后发现是输送带速度与压轮压力没匹配好,薄膜在加热后被拉伸过猛。其实说明书上写了参数,但谁会逐字看呐?经验主义害死人。
还有个容易被忽视的细节:封口宽度。常规袋子3mm宽度足够,但重包装袋如果还用这么窄的封口,承重时极易开裂。✅ 建议至少做到8mm以上,甚至双封线。有一次我帮朋友改造一条洗衣粉包装线,就是把原有的单轮封口改成双轮加热模式,封口强度提升了40%,投诉率骤降。
💡 小贴士:选封口机前,务必拿实际包装材料做样品测试。别信供应商的参数表,自己测封合强度、水浴查漏、跌落试验——这绝不是浪费时间,是救你的产线。
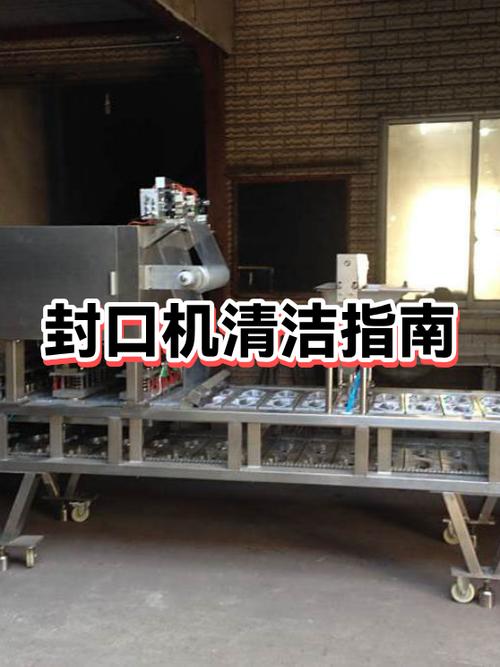
日常维护,少动邪脑筋
说个气人的事儿。有个小厂老板,为了省清洗费,让工人用砂纸打磨封口机的加热条!结果划伤表面,温度不均,封口粘接层直接炭化。加热条涂层一旦破坏,就得整套更换,反而多花钱。✅ 正确的做法是用软布蘸无水酒精轻轻擦拭,顽固残渣用木片刮除,绝不能用金属器具。❗注意:清理前务必断电,冷却到室温——别问我为什么强调这个,我被烫过。
还有一个高频故障点:温控器漂移。电子式封口机用久了,热电偶或铂电阻可能产生误差,实际温度比显示温度高十几度,导致封口变形。💡 每个月用便携式测温仪校准一次,偏差超过5℃就换传感器,别拖到批量不良品出来再后悔。
机械部分呢?间歇式封口机的凸轮机构、连杆轴套,每天滴两滴润滑油——但千万别过量,滴到加热区会冒烟甚至起火。链条传动的机型要定期张紧,否则封口位置偏移,会压到印刷图文,整批报废。说起来都是泪。
QA时间:这些烦恼你一定遇到过
问:封口机封合后袋子边缘总是卷曲,怎么解决?
答:多半是冷却不足。热封后封口区域还处于软化状态,脱模瞬间被外力牵扯就会卷边。调低输送速度,或者增加冷却风扇——要是设备不带强制冷却,就自己在出料端加个压缩空气吹管。但注意气压别太大,否则袋子被吹飞。如果卷曲伴随烧焦痕,那是温度过高,立刻降15℃试一下。
问:我们做铝箔盖封口,电磁感应机有时封不牢,有时又烧穿,怎么回事?
答:电磁感应封口的核心是匹配功率输出时间和瓶口铝箔层结构。封不牢通常是功率太低或运行速度太快,感应能量不足以熔化密封膜。烧穿则相反,能量过剩。但有个鲜为人知的原因:瓶口不平整!如果玻璃瓶口有凸点,铝箔无法均匀接触,局部电流密度激增,瞬间烧熔。✅ 先检查瓶子质量,再调整感应头与瓶口的间隙,标准是1-2mm。最后微调输出百分比,每调一次跑20个样品做密封测试。
还有一点——千万别用含金属颜料的瓶盖!会屏蔽磁场,封口效果一塌糊涂。我吃过这亏,整批货返工,赔了不少。
说到底,封口机选型和维护没什么玄学,但需要细心和对材料特性的理解。别信“万能机型”的说法,那都是销售话术。哪怕只有一种产品,也要买针对性强的设备,长远看,少得多的麻烦。毕竟产线一停,损失的可不只是维修费。