那会儿年轻气盛,看着几家供应商发来的参数表,净挑好看的比——灌装速度?这个每分钟120瓶,行!精度?±0.5%,挺好。材质?304不锈钢。嗯,大家都这样。结果设备一进车间,噩梦开始了。灌装量忽高忽低,明明是同一个设定值,上午还行,下午就漂移。更气人的是,料液稍微稠一点,它就堵得你怀疑人生。我当时站在机器旁边,心里那个恼火啊……参数表上的数字,跟实际生产的差距,有时候比马里亚纳海沟还深。
所以,我打算把这些年踩过的坑,掰开揉碎了,跟大伙儿聊聊。
一、别被参数表骗了——动态性能才是照妖镜
参数表上那个±0.5%精度,是在实验室理想工况下测的。粘稠度平稳、温度恒定、管道压力无波动……但实际车间呢?料液密度每批都有细微差异,压缩空气偶尔波动,甚至灌装阀开合瞬间的回吸量,都能把精度吃掉一半。
我看过太多人,包括当年的我,只盯着静态规格,却忘了问一句:这机器在变工况下的补偿能力怎么样? 比如,有没有实时称重反馈?伺服驱动泵是否做到了毫秒级响应?这些才是决定你产品一致性的关键。有一台机器,参数表平平无奇,但内置了自适应PID调节,运行半年都不用人工干预,精度稳稳的。可惜,很多采购不知道追问这些。
另外,灌装速度也不能只看最高速。你得让供应商给你看速度-精度曲线:当灌装量从50ml切换到500ml时,速度掉多少?瓶颈往往在换型清洗和管路残留上。对吧?
二、灌装精度的命门在哪儿?——流体特性说了算
问:我买的灌装机标称精度很高,为什么一用起来就对不上?
答:八成是没跟供应商把你的物料特性说清楚。灌装精度不是孤立的指标,它跟粘度、起泡性、含颗粒与否、甚至温度直接挂钩。举个例子,高粘度酱料如果用常规定量泵,吸入行程稍微快一点就产生气穴,灌出来缺斤短两。这还不是最烦的——起泡性强的液体,比如日化类的洗发水,灌装过程产生泡沫,液位传感器误判,系统以为灌满了,实际净含量差一截。解决起来呢?要么用真空灌装系统,要么采用称重式灌装,让泡沫自己塌下去再补料。我见过一个极端的案例,某食品厂灌装含果粒的酸奶,果粒尺寸不规则,单向阀三天两头卡死。后来换了转阀式灌装头,配了特殊的软连接管道,才消停。
所以,选灌装机时,必须把典型配方、粘度范围、有无颗粒、易氧化性这些信息,赤裸裸地摊给供应商看。 别藏着自己那点儿配方秘密,不然设备回来就是一堆废铁。
三、材质与卫生死角——食品医药行业的痛,机械工程师的羞耻
有一次我去一家食品厂参观,他们新上的灌装机锃亮,但打开管路一看,三通、单向阀的密封垫沟槽里,积垢发黑……那个场景,我现在想起来还头皮发麻。外表光鲜有什么用?卫生死角才是真正的定时炸弹。
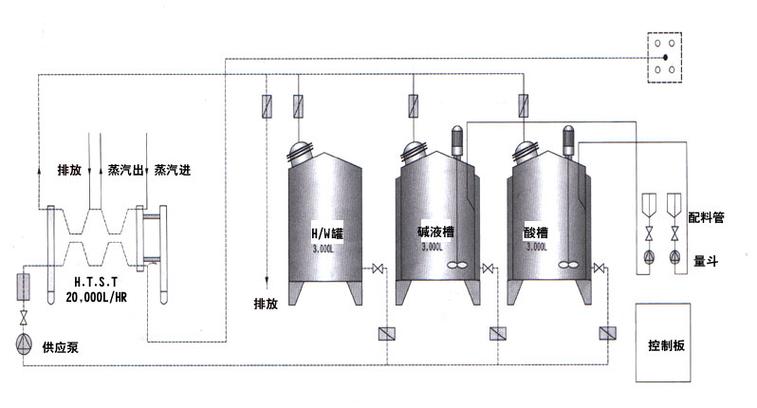
食品、医药领域,灌装机必须通过CIP(在位清洗)和SIP(在位灭菌)考验。这意味着什么?所有物料接触面,包括密封件、阀芯、管道接口,都不能有清洗介质冲不到的地方。内表面粗糙度至少Ra≤0.8μm,很多高端直接要求镜面抛光。而且,像灌装阀这种频繁动作的部件,还得考虑拆装便捷性——能不能在不拆卸整条管路的情况下,把阀芯抽出来检查?设计时稍微偷个懒,生产那边就多一个噩梦。
问:清洁无死角的设计到底怎么看?能简单鉴别吗?
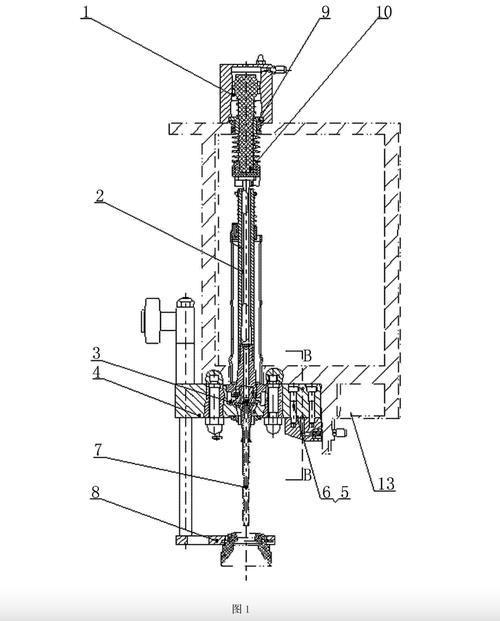
答:没有简单的方法,但几个关键点你可以死磕:一看管路坡度,必须保证清洗液能重力排尽,无积液。二看焊接工艺,好的自动焊内壁光滑,差的焊瘤会挂液。三进供应商工厂时,直接要求拆一个灌装阀组件,观察密封结构有没有清洗盲区。别嫌麻烦,这是底线。
还有一点很让人吐槽:有些厂家为了省成本,非接触物料的部分用低等级不锈钢甚至碳钢,环境湿度一大,锈水顺着密封渗进灌装区,整批产品报废。这种隐蔽工程,你不盯,没人替你盯。
四、智能化不是噱头——但别交智商税
现在灌装机都爱标榜“智能制造”“工业4.0”。确实,好的数字化系统能让你实时监控每个灌装头的性能,自动剔除不合格品,甚至通过历史数据预测维护节点。但有些所谓的智能,就是加了个触摸屏,能显示产量计数,价格翻倍……这叫什么智能?笑话。
真正有价值的智能化,至少要做到三点:精准的在线称重/流量计量、与MES系统的无缝对接,以及自诊断功能。 比如,当某个灌装阀精度开始漂移,系统能自动微调补偿并报警,而不是等产品报废了才发现。我见过的最好的案例,是一套灌装线通过分析历史批次数据,优化了灌装阀的开启曲线,愣是把OEE提升了8%。这种回报,才值得你多花那笔钱。
不过话说回来,很多中小厂子连基础数据都没理顺,盲目上智能化系统,结果就是昂贵的“电子看板”而已。所以,先搞懂自己到底缺什么,再去看灌装机的功能列表,别被销售带着走。
选灌装机,说白了就是一场与细节的缠斗。参数要看,但更要看它背后的工程能力;价格要砍,但别砍到关键配置缩水。写完这些,我又想起当年那个深夜,蹲在车间角落,对着那台总出问题的灌装机一根烟接一根烟的场景……嘿,希望各位别重蹈覆辙。