2026-06-20 22:25:44 作者:网编
分类:文章
说实话,我第一次接触“精益生产”这个词的时候,还是在车间跟一个干了三十年的老师傅吵了一架之后。当时我拿着一沓从咨询公司买来的5S检查表,非要他把工作台上的扳手按尺寸排好,他斜着眼看我,嘬了口烟:“小娃娃,你懂个屁的生产。”——现在回想,脸还发烫。
不是工具,是思维?——那个让我栽跟头的“精益生产”
很多刚入行的人,包括当年的我,总以为精益生产就是一堆工具:看板、安灯、快速换模、单件流……背得滚瓜烂熟,然后往现场一套,齐活!结果呢?产线乱了,工人骂娘,产能没上去反而更堵了。汗。
问题出在哪?我们把“精益”当成了装修,而不是脱胎换骨。就像拿着一张明星的照片去整容,却忘了自己的骨架根本撑不起那张脸。精益生产的核心,从来不是那些闪亮的工具——工具只是冰山一角,水面下是“消除一切不创造价值的活动”的思维,以及全员持续改善的文化。没有这个地基,5S会变成“周末大扫除”,看板会变成“挂在墙上的装饰画”,准时化生产JIT会变成“把库存压力全甩给供应商”的耍流氓。
我曾经见过一个工厂,花了三百万上MES系统,说是搞数字化精益,结果每个工位还得手工录数据——因为设备是老掉牙的,根本没接口。问车间主任为啥不改造设备,他一脸无奈:“老板说先把系统跑起来再说。”这就是典型的“先穿裤衩再套棉裤”,顺序都反了。
 某工厂混乱的物料堆放区 精益生产改善前
某工厂混乱的物料堆放区 精益生产改善前
价值流图:画出来才看见那些“隐藏的肥胖”
后来我学乖了,不再一上来就推工具,而是拉着一帮人在会议室里画价值流图。不画不知道,一画吓一跳——一个零件从原材料进厂到成品出库,真正在机床上切削的时间,只有2%!其余98%全在等待、搬运、检验、找料……就像一个人一天工作8小时,真正干活不到10分钟,剩下的时间都在刷手机和上厕所。你说这效率能高到哪去?
问:价值流图不就是画几个框框和箭头吗?我们自己画过,好像没啥用。
答:唉,这就是典型的“形式主义精益”。画图的目的是暴露浪费,不是交作业。重点在于区分哪些步骤是增值的,哪些是纯浪费,哪些是必要但不增值。比如检验——客户不会因为你有三层检验就多付钱,但它确实不能直接省掉,那就要想办法通过防错技术让检验变得多余。另外,一定要亲自到现场去走、去掐秒表,而不是坐在办公室凭想象画。我见过最离谱的价值流图,把供应商交货周期写成“一天”,结果实际采购员说最快两周,因为那个供应商远在贵州山区,还经常下雨断路。
问:那是不是所有库存都是浪费?丰田不是说“库存是万恶之源”吗?
答:这句话害死过不少愣头青。库存当然掩盖问题,但零库存是一种理想状态,要结合行业和设备稳定性来。比如冲压车间,换模时间四小时,你非要搞单件流,结果就是设备利用率不到10%,亏死你。正确做法是先把换模时间压缩到十分钟,再来谈降低在制品。精益生产讲究循序渐进,不是休克疗法,更不是一刀切。
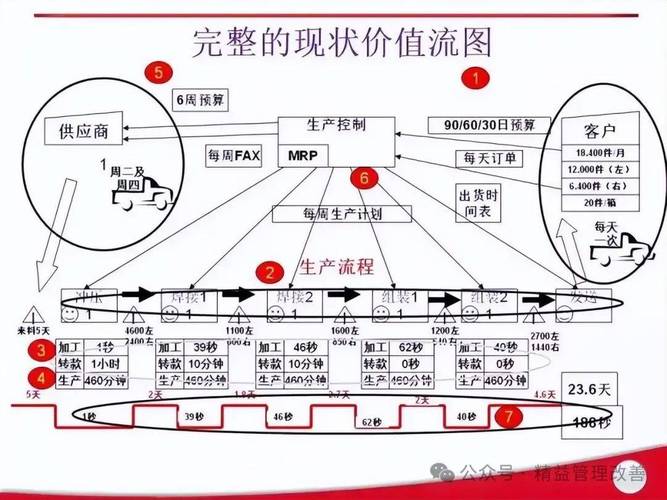 精益生产价值流图 现状图与未来图对比
精益生产价值流图 现状图与未来图对比
拉动式生产:为啥“后拉”比“前推”更靠谱?
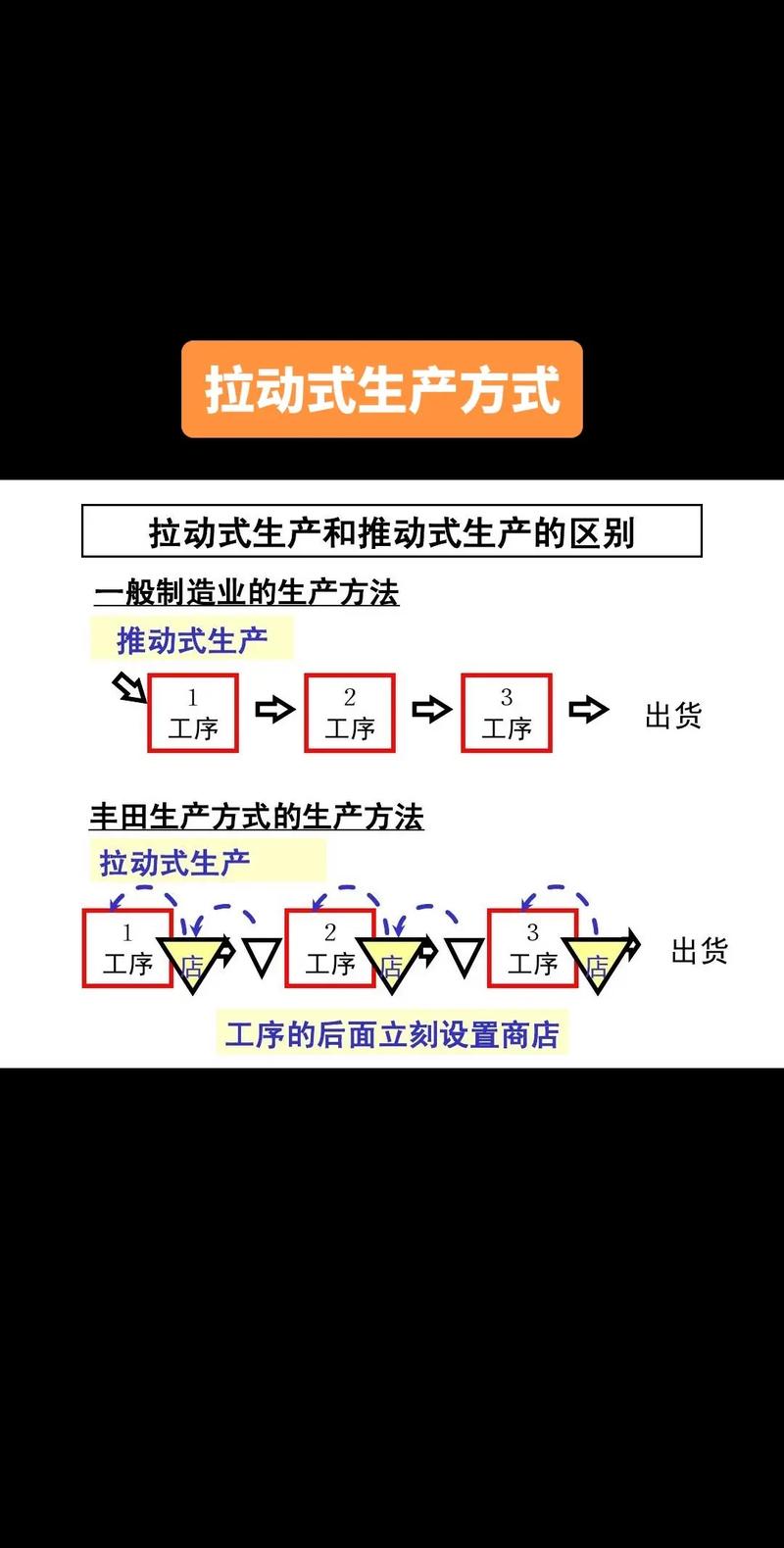 拉动式生产:为啥“后拉”比“前推”更靠谱?
传统的推式生产,就是计划部门根据预测把任务层层分解,前工序做完往后一扔,管你后头堵不堵。这种模式导致的结果就是:要么缺料,要么零件堆成山。而拉动式生产,从最后一道工序开始,由下游向上游要料,超市和看板就是这种思想的落地。
我刚推行拉动系统时,有个装配班长私下跟我说:“这能行吗?以前料堆在那里,我随时都有安全感,现在看板盒空了才送,万一没及时送来我不是要停产?”说实话,一开始我心里也打鼓。但跑了两个月,在制品库存降了40%,车间突然宽敞得能骑车了——物流人员一开始还不太适应,因为再也不能随便往边角塞托盘了。
不过,拉动系统有个大前提:你的设备必须相对稳定,异常不多。如果三天两头停机,看板就变成空等了,工人会恨死你的。所以,推行精益生产,通常先做5S和TPM(全员生产维护),把基础打牢。别跟我说你跳过5S直接搞单件流,那等于在沼泽上盖摩天大楼。
问:我们公司也做了5S,搞了红牌作战,可没过两个月又恢复原样,咋整?
答:太正常了!因为没有把5S变成习惯,而是当成一场运动。领导视察前突击搞卫生、贴标签,视察完就恢复原样——这不叫5S,这叫“迎接检查表演赛”。真正的5S,尤其是第五个S“素养”,是让人人自觉维持前四个S。怎么做到?不是靠罚款,而是靠目视化和标准作业。比如,在工具影子板上,扳手形状挖空了,少了立马看到;设备巡检路线画在地上,歪了容易被发现。还有一个秘诀:让班组长每天花5分钟带着工人走一圈,当场指出问题,慢慢就形成肌肉记忆了。
拉动式生产:为啥“后拉”比“前推”更靠谱?
传统的推式生产,就是计划部门根据预测把任务层层分解,前工序做完往后一扔,管你后头堵不堵。这种模式导致的结果就是:要么缺料,要么零件堆成山。而拉动式生产,从最后一道工序开始,由下游向上游要料,超市和看板就是这种思想的落地。
我刚推行拉动系统时,有个装配班长私下跟我说:“这能行吗?以前料堆在那里,我随时都有安全感,现在看板盒空了才送,万一没及时送来我不是要停产?”说实话,一开始我心里也打鼓。但跑了两个月,在制品库存降了40%,车间突然宽敞得能骑车了——物流人员一开始还不太适应,因为再也不能随便往边角塞托盘了。
不过,拉动系统有个大前提:你的设备必须相对稳定,异常不多。如果三天两头停机,看板就变成空等了,工人会恨死你的。所以,推行精益生产,通常先做5S和TPM(全员生产维护),把基础打牢。别跟我说你跳过5S直接搞单件流,那等于在沼泽上盖摩天大楼。
问:我们公司也做了5S,搞了红牌作战,可没过两个月又恢复原样,咋整?
答:太正常了!因为没有把5S变成习惯,而是当成一场运动。领导视察前突击搞卫生、贴标签,视察完就恢复原样——这不叫5S,这叫“迎接检查表演赛”。真正的5S,尤其是第五个S“素养”,是让人人自觉维持前四个S。怎么做到?不是靠罚款,而是靠目视化和标准作业。比如,在工具影子板上,扳手形状挖空了,少了立马看到;设备巡检路线画在地上,歪了容易被发现。还有一个秘诀:让班组长每天花5分钟带着工人走一圈,当场指出问题,慢慢就形成肌肉记忆了。
持续改善:别再搞运动式精益了
最让我冒火的是什么?是很多企业把“精益生产”搞成一场又一场的“改善周”:外请顾问,搭个作战室,一群人疯狂头脑风暴,输出一堆漂亮的PPT——然后项目结束,人走茶凉,产线该怎么乱还怎么乱。这不是改善,这是团建。
真正的精益,不在于你搞了多少个项目,而在于每天有没有微小的进步。日本叫Kaizen,我们翻译成“改善”,但骨子里是全员参与的、持续不断的、积小胜为大胜。哪怕今天把扳手的放置位置移近了10厘米,让操作工少转一次身,一年下来也是可观的节省。
我曾经在一个注塑厂推行过“下班前10分钟改善”活动,就是每天交班前,团队用十分钟讨论一个痛点,能解决的当场解决,不能解决的记下来第二天处理。没有人做PPT,没有汇报,就是站在机台旁,指着漏油点说:“这个密封圈老化了,我们换一个,顺便做个防漏挡板。”三个月后,设备故障率降了35%。这才叫踏实。
说实话,精益生产在中国被误解得太深了。它不是降本裁员的借口,不是把工人当机器使的“榨汁机”,而是一种尊重人、激发人、让工作变得更聪明的哲学。工具会过时,但思考问题的方式不会。如果你看完我这篇牢骚,下次再想推精益,记住三个字:先想人。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:精益生产,差点让我被工厂老师傅骂哭的那点事儿
文章链接:https://www.zystgy.cn/a/53517