2026-06-20 22:07:45 作者:网编
分类:文章
上个月跟一个做机加的朋友喝酒,他猛灌一口,说:“妈的,订单又延期了,客户电话都快把我手机打爆。”我问他咋回事,他翻了个白眼——车间里几台CNC天天24小时转,可有个零件老卡在热处理,后面工序全干等。他说他每天排产排到半夜,Excel表格画得比蜘蛛网还复杂,结果呢?该堵还是堵。
这场景太熟悉了。生产调度,表面上就是安排先干啥后干啥,可真正扎进去,你会发现它是个无底洞。我搞了这么多年工业咨询,见过太多工厂,设备不差,人也不傻,偏偏在调度上栽得鼻青脸肿。
瓶颈,你看见了吗?还是假装没看见
生产调度最怕什么?瓶颈。它不是明晃晃挂在那的,有时候藏在你最得意的地方。比如一条装配线,节拍设计得完美无缺,可突然某台机器人报警 —— 就停了3分钟,后面全乱套。你以为瓶颈是那台机器人?错了,可能是上游供料的小车调度没跟上。
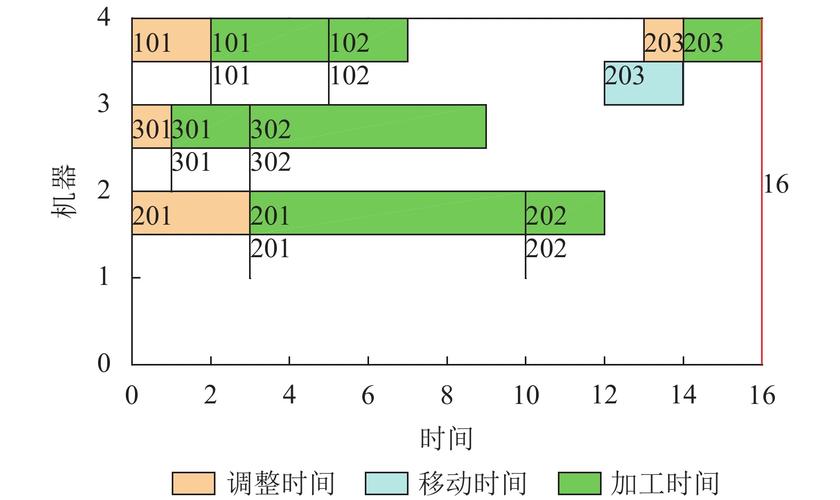 工厂生产调度瓶颈识别甘特图分析
我在一家注塑厂见过一个经典案例。注塑机吨位大,换模要两小时,计划员为了省事,每次都凑够同颜色订单才换。结果呢,急单插进来,颜色不对?要么等,要么换模,产能浪费惊人。厂长天天吼交付,却不看调度逻辑已经烂到根里了。
真正的高手盯的不是单点设备,是流动。瓶颈会飘,就像打地鼠。你摁下去一个,另一个又冒出来。用约束理论(TOC)那套——先找到鼓点,再设缓冲,绳子拉得紧不紧?理论谁都会背,落地时全抓瞎。
问:为什么我用Excel排的计划,看起来天衣无缝,一执行就千疮百孔?
答:Excel是静态的,车间是活的。你排计划时假定所有资源都 ready,可实际呢?刀具突然崩了,物料迟了半小时,操作工请假了……这些扰动一叠加,你的计划就成了废纸。更扎心的是,很多人排完就不管了,没有反馈闭环。调度不是一次性的,是持续的动态博弈。你得把“计划赶不上变化”当成常态,而不是意外。
工厂生产调度瓶颈识别甘特图分析
我在一家注塑厂见过一个经典案例。注塑机吨位大,换模要两小时,计划员为了省事,每次都凑够同颜色订单才换。结果呢,急单插进来,颜色不对?要么等,要么换模,产能浪费惊人。厂长天天吼交付,却不看调度逻辑已经烂到根里了。
真正的高手盯的不是单点设备,是流动。瓶颈会飘,就像打地鼠。你摁下去一个,另一个又冒出来。用约束理论(TOC)那套——先找到鼓点,再设缓冲,绳子拉得紧不紧?理论谁都会背,落地时全抓瞎。
问:为什么我用Excel排的计划,看起来天衣无缝,一执行就千疮百孔?
答:Excel是静态的,车间是活的。你排计划时假定所有资源都 ready,可实际呢?刀具突然崩了,物料迟了半小时,操作工请假了……这些扰动一叠加,你的计划就成了废纸。更扎心的是,很多人排完就不管了,没有反馈闭环。调度不是一次性的,是持续的动态博弈。你得把“计划赶不上变化”当成常态,而不是意外。
工具之殇:从Excel到APS,不只是钱的问题
这些年“数字化转型”喊得震天响,好像上了MES、APS就能药到病除。说实话,我见过厂家演示时,算法跑得花团锦簇,可一到现场,连基础数据都扒不出来。工时不准,库存不准,连设备状态都是手工填的——垃圾进,垃圾出。❗
但话说回来,工具升级确实能捅破天花板。Excel的局限在于,它算不了复杂约束。比如,热处理炉有温度曲线要求,一批零件必须同时进同时出;再比如,某些工序有最长等待时间,超了会氧化。这些规则Excel根本啃不动,但好的APS能帮你模拟、优化,甚至实时重排。
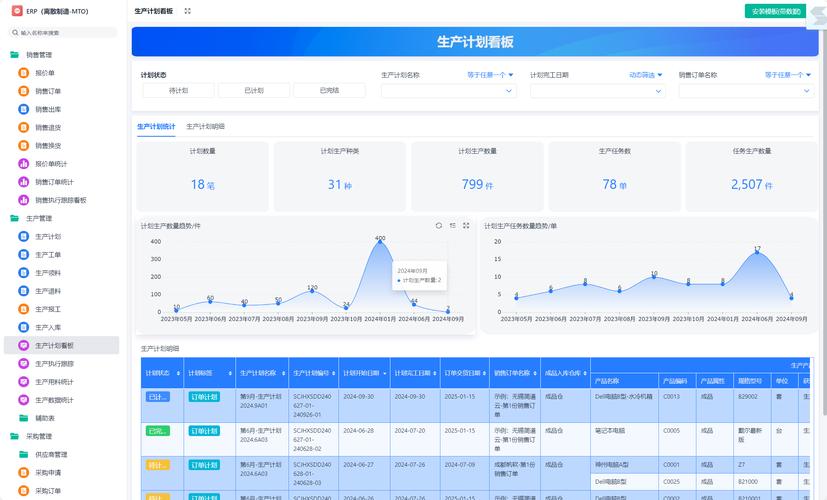 APS高级计划与排程系统界面实时调度
我特别想吐槽一种现象:老板花了上百万买系统,结果调度员偷偷还在用老法子。为啥?不信任。算法排出来的方案,调度员觉得“太死板”,没人脑灵活。这能怪谁?系统没给他解释逻辑,他不敢用。这不是技术问题,是管理问题。💡
问:MES能彻底解决生产调度混乱的问题吗?
答:不能。MES是执行系统,它告诉你现在发生了什么,但不主动告诉你明天该怎么排。它擅长数据透明、过程追溯,可调度需要的是预测和决策。MES必须和APS搭配,一个管当下,一个管未来。很多工厂只上了MES,就以为调度问题解决了,结果还是靠Excel飞耳传音——这就像装了行车记录仪却不开导航,你说能到目的地吗?
APS高级计划与排程系统界面实时调度
我特别想吐槽一种现象:老板花了上百万买系统,结果调度员偷偷还在用老法子。为啥?不信任。算法排出来的方案,调度员觉得“太死板”,没人脑灵活。这能怪谁?系统没给他解释逻辑,他不敢用。这不是技术问题,是管理问题。💡
问:MES能彻底解决生产调度混乱的问题吗?
答:不能。MES是执行系统,它告诉你现在发生了什么,但不主动告诉你明天该怎么排。它擅长数据透明、过程追溯,可调度需要的是预测和决策。MES必须和APS搭配,一个管当下,一个管未来。很多工厂只上了MES,就以为调度问题解决了,结果还是靠Excel飞耳传音——这就像装了行车记录仪却不开导航,你说能到目的地吗?
调度员的大脑值多少钱?
我越来越觉得,生产调度是个“半艺术半科学”的活儿。数据能告诉你最优解,但人知道哪家客户惹不起、哪个师傅干活快、哪台机器今晚可能闹脾气。这些隐性知识,是算法暂时吞不下的。
有一回跟一位老调度员聊天,他随手翻着排产表,突然把两个订单互换——”这样能省一次清洗换化工料,那个料桶正好剩半桶。” 我一看,果然,系统根本没这个维度。那一刻我冒出一个念头:我们是不是该把调度员的直觉写成规则库? 但转念一想,他又不是总对,有时候是经验主义作祟。
所以,靠谱的方法是“人机协作”。系统出推荐方案,调度员调整后,系统再评估影响,比如交货期会不会跳票,瓶颈会不会移位。这个过程,就像下棋时AI辅助人类,而不是彻底取代。
问:小批量、多品种的车间,是不是注定调度艰难?
答:艰难,但不是死局。这类车间最大的痛点是换线频繁、工时波动大。传统的大批量调度逻辑失效,得切换到“单元化生产”或“成组技术”的思路——把工艺相似的零件归堆,减少换型。同时,APS里的参数要更细,比如换模时间分内换模和外换模,能作业准备前移的就前移。关键是把灵活性做成竞争力,而不是负担。✅
未来的调度:会自愈吗?
 未来的调度:会自愈吗?
我最近看了个实验,用强化学习训练调度系统。几百个订单,几十台设备,系统自己试着排,排完给个分数——交付达成率啊,设备利用率啊,然后像打游戏一样自我改进。开始排得稀烂,跑了上万局后,居然能和老调度员打个平手。
但仔细琢磨,这玩意儿要真落地,还得搞定数据实时性。设备一停,信号就进系统,计划秒级刷新,车间大屏亮红灯——这才叫调度闭环。现在很多工厂连设备联网都没搞定,谈什么自愈?路还长着呢。
不过,有些事现在就能做。比如,每天早会别光喊口号,老老实实看调度报表:昨天准时完工率多少?延误的原因是什么?瓶颈站利用率是多少? 这些数据不难拿,关键是持续盯。
最后说句掏心窝的话:生产调度别总想着一步到位,也别被各种理论名词吓住。它就是一层窗户纸,捅破了,就是踏踏实实把“流动”理顺。理顺了,交付能快,库存能降,老板脸能笑。理不顺?等着被客户骂吧。那不是机器的问题,是人的懈怠。
未来的调度:会自愈吗?
我最近看了个实验,用强化学习训练调度系统。几百个订单,几十台设备,系统自己试着排,排完给个分数——交付达成率啊,设备利用率啊,然后像打游戏一样自我改进。开始排得稀烂,跑了上万局后,居然能和老调度员打个平手。
但仔细琢磨,这玩意儿要真落地,还得搞定数据实时性。设备一停,信号就进系统,计划秒级刷新,车间大屏亮红灯——这才叫调度闭环。现在很多工厂连设备联网都没搞定,谈什么自愈?路还长着呢。
不过,有些事现在就能做。比如,每天早会别光喊口号,老老实实看调度报表:昨天准时完工率多少?延误的原因是什么?瓶颈站利用率是多少? 这些数据不难拿,关键是持续盯。
最后说句掏心窝的话:生产调度别总想着一步到位,也别被各种理论名词吓住。它就是一层窗户纸,捅破了,就是踏踏实实把“流动”理顺。理顺了,交付能快,库存能降,老板脸能笑。理不顺?等着被客户骂吧。那不是机器的问题,是人的懈怠。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:生产调度:为什么你的排产总卡在瓶颈?拆解工厂隐形杀手
文章链接:https://www.zystgy.cn/a/53516