2026-06-20 11:52:45 作者:网编
分类:文章
说起来挺有意思——上周有个开钣金厂的兄弟,半夜一点给我打电话,声音都快哭了,说新买的剪板机直接把不锈钢板剪成了“锯条”,边缘全是毛刺,还崩了刀口。他心里那个悔啊,当初图便宜买了台二线杂牌,结果第一单大活就栽了。
这事儿真不新鲜。我在车间摸爬滚打十几年,见过太多老板被销售忽悠得团团转,什么“德国技术”“伺服驱动”“精度0.01mm”——呸,机器买回去就不是那么回事儿了。
咱们直接聊干货,不绕弯子。
机械还是液压?别被销售那张嘴骗了
很多人上来就纠结:机械剪板机便宜,液压剪板机贵,是不是液压的就一定好? 千万别这么想 。机械式结构简单,维护省心,咔咔几下完事,适合切薄板、小批量。但你要是切8mm以上的碳钢板,机械式的离合器、刹车片能让你修到怀疑人生——我们厂之前那台老机械剪,一到夏天就“疲软”,动力不足,剪出的板子梯形严重。
液压剪板机呢? 它真正的优势不是剪切力大,而是能无级调压、行程可控 。做过厚板、不锈钢的都知道,慢速剪切时刀片寿命能翻倍。不过液压站漏油是通病,尤其国产便宜货,那密封圈……唉,三个月就渗油,地面永远擦不干净。💡 现在还有伺服泵控的,用电机直接带泵,噪声低、节能,就是价格有点吓人,回本周期得仔细算算。
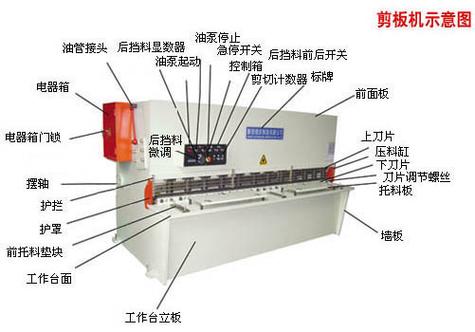 机械剪板机与液压剪板机结构对比图
有不少人偷偷问我:小厂子,上个数控剪板机有必要吗?
问:我看现在数控剪板机动不动十几万,我一年就剪几百张板子,值不值当?
答:说句扎心的——如果你连后挡料都要靠工人拿卷尺量,那就别碰数控。数控的核心是效率,自动送料、多步编程、一键换料,但前提是你得有足够多的重复性工件。三天打鱼两天晒网,纯属浪费。不如买台带数字显示挡料的普通液压剪,精度够用,还省一大笔钱。✅ 见过太多人花冤枉钱,然后抱怨数控剪板机不好用,其实是用错场景了。
机械剪板机与液压剪板机结构对比图
有不少人偷偷问我:小厂子,上个数控剪板机有必要吗?
问:我看现在数控剪板机动不动十几万,我一年就剪几百张板子,值不值当?
答:说句扎心的——如果你连后挡料都要靠工人拿卷尺量,那就别碰数控。数控的核心是效率,自动送料、多步编程、一键换料,但前提是你得有足够多的重复性工件。三天打鱼两天晒网,纯属浪费。不如买台带数字显示挡料的普通液压剪,精度够用,还省一大笔钱。✅ 见过太多人花冤枉钱,然后抱怨数控剪板机不好用,其实是用错场景了。
刀片这点事,能让你赔掉底裤
剪板机刀片,是整个机器的心脏! 材质不对,再牛的机架也白搭。普通碳钢用T10、Cr12MoV还能凑合,一上不锈钢或硅钢片,刀口立马崩角。这时候就得含钴高速钢或者硬质合金,贵是贵了点,但均摊到每吨工件成本上反而更低。
还有刀片间隙。新手最爱犯的错:间隙放得大大的,以为能防崩刃——结果剪出来的板子有翻边、塌角,拼焊时缝隙能塞进一根筷子。间隙太小的,剪切力飙升,机器哐当响,轴承提前报废。正确调整是板厚的8%~10%左右,但具体得看材质,软料取小值,硬料取大值。💢 说到这个我就来气,有些操作工图省事,间隙永远不调,一套刀片用到底,报废了你怪谁?
 剪板机刀片间隙调整方法示意图
问:剪板机刀片到底多久换一次?有没有硬性标准?
答:没有标准答案,完全看你怎么用。我们厂的经验是,当刀口钝化半径超过0.1mm,或者毛刺高度超标两倍时就得换。平常勤检查:用手摸刀口,感觉有圆角了;或者用放大镜看,有细微崩口了,别犹豫,赶紧修磨或更换。❗ 千万别等剪出的板子伤人了再行动——毛刺划伤手是常有的事,安全成本比刀片贵多了。
剪板机刀片间隙调整方法示意图
问:剪板机刀片到底多久换一次?有没有硬性标准?
答:没有标准答案,完全看你怎么用。我们厂的经验是,当刀口钝化半径超过0.1mm,或者毛刺高度超标两倍时就得换。平常勤检查:用手摸刀口,感觉有圆角了;或者用放大镜看,有细微崩口了,别犹豫,赶紧修磨或更换。❗ 千万别等剪出的板子伤人了再行动——毛刺划伤手是常有的事,安全成本比刀片贵多了。
精度玄学:为什么你的切口像狗啃的
 精度玄学:为什么你的切口像狗啃的
剪板机精度,三分机器,七分调试。 出厂的几何精度再高,安装地基不平、水平没调好,全是白搭。我见过一台名牌剪板机,就因地脚螺栓没拧紧,剪切时床身微扭,长板两头尺寸差了0.5mm——一套料全废。
后挡料也很关键。手动挡料靠销子定位,重复性差,但熟练工能用锤子微调;电动挡料带丝杆,精度高些但怕撞;数控后挡料用伺服电机+滚珠丝杠,理论上重复定位能达到±0.05mm,可有时候车间震动、丝杆间隙补偿没设好,实际也就那样。所以说,别光盯着样本上的精度数字,到现场拿卡尺量量才是王道。💡 还有剪切角、刀片斜角,这些参数直接影响扭曲度,薄板尤其敏感,斜角大了板子卷得没法用。
最后吐槽一下所谓“智能剪板机”——加个触摸屏、能存几十个程序就叫智能?我觉得那是骗钱。真正的智能得能感知板材特性,自动调间隙、压力、速度,还得跟MES系统对接,实时反馈工艺数据。这玩意儿大厂有点用,小作坊买回来就是个摆设,操作工根本学不会,还是老老实实按按钮。
总之,买剪板机这事儿,别听销售吹,也别光看牌子。想清楚你到底剪什么料、多厚、每天多少工时——再去车间找老哥们喝顿酒,听他们骂骂设备,那才是真经。
精度玄学:为什么你的切口像狗啃的
剪板机精度,三分机器,七分调试。 出厂的几何精度再高,安装地基不平、水平没调好,全是白搭。我见过一台名牌剪板机,就因地脚螺栓没拧紧,剪切时床身微扭,长板两头尺寸差了0.5mm——一套料全废。
后挡料也很关键。手动挡料靠销子定位,重复性差,但熟练工能用锤子微调;电动挡料带丝杆,精度高些但怕撞;数控后挡料用伺服电机+滚珠丝杠,理论上重复定位能达到±0.05mm,可有时候车间震动、丝杆间隙补偿没设好,实际也就那样。所以说,别光盯着样本上的精度数字,到现场拿卡尺量量才是王道。💡 还有剪切角、刀片斜角,这些参数直接影响扭曲度,薄板尤其敏感,斜角大了板子卷得没法用。
最后吐槽一下所谓“智能剪板机”——加个触摸屏、能存几十个程序就叫智能?我觉得那是骗钱。真正的智能得能感知板材特性,自动调间隙、压力、速度,还得跟MES系统对接,实时反馈工艺数据。这玩意儿大厂有点用,小作坊买回来就是个摆设,操作工根本学不会,还是老老实实按按钮。
总之,买剪板机这事儿,别听销售吹,也别光看牌子。想清楚你到底剪什么料、多厚、每天多少工时——再去车间找老哥们喝顿酒,听他们骂骂设备,那才是真经。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:剪板机不是越贵越好!十年维修师傅的吐血经验谈
文章链接:https://www.zystgy.cn/a/53484