说实话,现在提工业投影仪,很多人第一反应是会议室里挂着的那种,开会投PPT用的。完全两码事。我们混车间的人嘴里说的,是光学投影仪,更准确点叫轮廓投影仪或者测量投影仪。一句话糙理不糙:它就是个放大镜,加一把看不见的尺子。
原理简单得吓人,但准得离谱
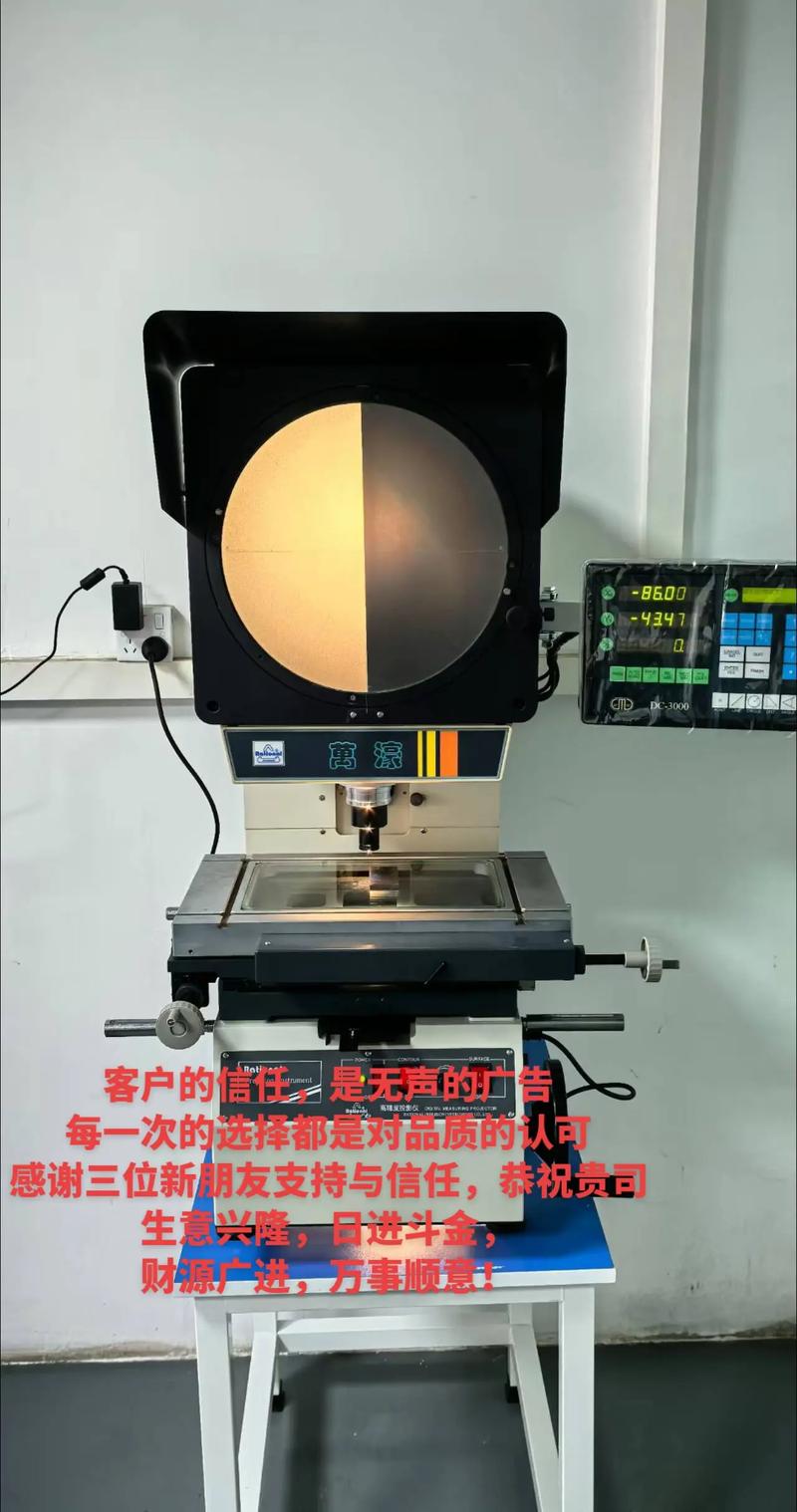
你拿根头发丝,对着光看,轮廓清清楚楚。工业投影仪就这么个思路。底下光源一打,工件轮廓或者表面细节被放大几十上百倍,投到毛玻璃屏上。屏幕上有十字线,工作台带着工件移动,数显尺读出位移量。R角多少、螺纹角度对没对、冲压件毛刺多高——肉眼直接瞧。
这种非接触测量有个狠好处:测软的东西,比方橡胶件、薄膜,卡尺一夹就变形,三坐标探头一怼一个坑,可投影仪的光,不会伤工件分毫。还有一次测一个小弹簧,线径0.2mm,卡尺下不去,显微镜又没量程,最后是投影仪救的场。五十倍镜头一上,簧圈间隙直接投到屏上,X轴移动读数,二十分钟搞定三十个样品。❗
不过话说回来,这技术早不是新鲜货了。上世纪五六十年代,瑞士、德国就玩得溜熟。到现在,核心结构没大动:光源、聚光镜、物镜、工作台、投影屏。但它凭什么没被三坐标、影像仪淘汰?就因为那两个字:直觉。
三坐标真香?那得看场景

我们部门有台海克斯康,精度确实牛,但编程就够喝一壶。批量测个钣金件,建坐标系、跑路径,你这边程序还没写完,老师傅那边投影仪早测完三盘了。而且很多车间环境,粉尘、油雾、震动,三坐标娇气,光学投影仪皮实多了——镜片擦擦,照样出数。
💡有个事儿印象深刻。客户投诉我们供的按键支架孔距超差,0.3mm,装配干涉。三坐标测出来偏差0.28mm,确实超了。但质保那边用投影仪复测,发现根本不是孔位的问题,是冲压工艺导致的塌角,投影轮廓里看得明明白白,三坐标采点刚好避开了塌角区,数据被“洗”干净了。从此以后,凡是冲压件,首件必须上投影仪看轮廓。这就像看CT切片和看解剖,两码事儿。
问:工业投影仪和二次元影像仪到底怎么选?老有人搞混。
答:简单说,一个看轮廓,一个看表面。轮廓投影仪尤其适合透光工件,或者边缘反差大的——冲压件、齿轮、螺纹、刀具。你要测的是边界尺寸、形状误差,选投影仪没跑。影像仪适合测表面特征,比如PCB线宽、盲孔深度、颜色标记。但影像仪景深小,工件稍有翘曲就糊了;投影仪景深大得多,而且快,眼睛扫一圈就大概知道哪里有问题。要是你的件需要频繁测轮廓、且批量大,投影仪效率吊打影像仪。不过现在也有全自动投影仪了,CNC控制,边缘识别,但核心优势还是快、直观、扛造。✅
买的时候别被参数忽悠瘸了
早年进口投影仪,一台能换套房。现在国产也上来了,东莞、苏州一堆品牌,价格砍到脚脖子。但坑也不少。
首要看放大倍率精度——很多厂家标“100倍”,你拿标准尺一校,边缘畸变严重,或者视场中心和边缘放大比不一致。光栅尺分辨率也容易做手脚,0.001mm和0.0005mm实际测重复性差远了。工作台行程别光看最大值,得看直线度、回转精度,尤其Z轴,焦深不行的话,稍微厚点的工件,轮廓就虚了。
问:预算有限,二手工业投影仪能碰吗?
答:能,但得像挑二手车一样眼毒。我给几个厂子牵线买过二手尼康、米图洛尤,十多年的机器,光栅尺不坏就能用。重点检查投影屏有没有划痕、发黄——换屏可不便宜。物镜要看镀膜,霉斑、脱膜直接影响反差。工作台导轨间隙用手推推,感觉一下松紧,太松了定位精度拉胯。还有个损招:带个0级直角尺,打表检查台面垂直度。最致命的是光路脏了,有些老机器内部落灰,亮度下降,只能拆光路清洁,一般用户自己搞不定。如果你能找到一台保养好的进口二手投影仪,两三成价格拿下,够小厂用十年。💡
这几年,投影仪也在进化。加了CCD摄像头,屏上图像能传电脑,软件拟合轮廓、自动判定。不过说实话,我还是偏爱纯光学的——看着那圈绿莹莹的光,心里踏实。那种即时的、不受软件算法阉割的轮廓,才是测量人最底层的安全感。哪天投影屏变成4K屏幕,我可能会想念毛玻璃上那层细微的颗粒感。就这样。