一块价值几十万的航空发动机叶片,内部有头发丝细的裂纹?——上工业CT,几分钟出结果。
说实话,我第一次看到工业CT扫描出来的三维图像时,整个人是懵的。那个圆柱体铸件,外表光滑得能当镜子,里面却藏着一团乱麻似的缩松缺陷……就像把一个核桃放在CT底下,不光能看清核桃仁长什么样,连仁里面有没有虫眼都一目了然。这就是工业计算机断层扫描的威力,说白了就是把医院里检查身体的CT搬到工厂,但它的能量和精度,能把医生用的CT甩出几条街。
工业CT到底是个什么怪物?
用最简单的话讲,工业CT就是给零件做“切片透视”。它用高能X射线从各个角度穿透物体,探测器采集衰减数据,再由计算机三维重建出内部结构。跟医院CT最大的不同?——电压高得多,普遍在225 kV到450 kV,甚至能到9 MeV!而且探测器是专门为金属设计的平板探测器,像素尺寸能小到几十微米。那一套扫描下来,你就能在软件里随意旋转、剖切、测量,连孔隙体积百分比都能自动算出。
不过话说回来,这东西真不便宜。一台常规的微焦点工业CT,配上高稳定性的X射线源和精密转台,没个几百万下不来。但你去问问那些做铝合金压铸的、搞碳纤维复合材料的,他们会告诉你——值!因为大铸件一旦内部有超标气孔,装到发动机里就是灾难,召回成本可能是设备价格的几十倍。
选型时那些让人头大的指标
你是否被供应商的“分辨率可达0.5微米”忽悠过?我都想骂人。看清楚,那是焦点尺寸,不是成像分辨率!实际能分辨的细节尺寸,还跟几何放大比、探测器像素大小、机械精度都有关。而且,很多厂家标的是“体素尺寸”,不是“空间分辨率”——这俩区别大了去了。
更坑的是,有些国产设备参数写得漂亮,一测实际扫描,图像漂移得厉害。为什么?因为射线源焦点会随着温度飘,转台旋转也有误差。所以内行更关注重复定位精度和射线源的稳定性。我见过一个做精密光纤连接器的厂家,因为设备焦点漂移,扫出来的陶瓷插芯内孔直接变成椭圆形,根本没法用。最后他们换了焦点更小、带主动冷却系统的射线源,才搞定。
哎,选型没那么简单。你还得考虑穿透能力。想检测100 mm厚的钢件?300 kV都不一定够,得上450 kV甚至加速器。但电压太高,细节对比度就下降了。这就像拿手电筒照一张纸——光太强反而刺眼看不清。所以选型是个妥协的艺术。
💡 小贴士:下次谁跟你说“我们分辨率全球最高”,你就问他:“请用ASTM E1695标准测一下调制传递函数(MTF)的10%值。”他要是听不懂,你就可以转身走了。
从汽车到芯片,工业CT的疯狂应用
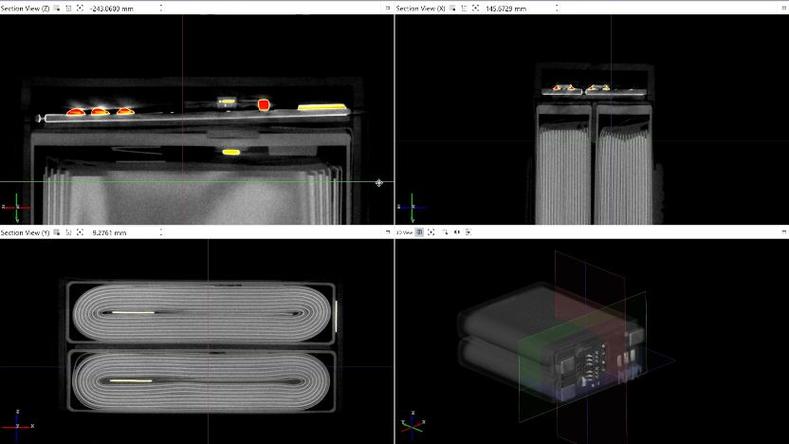
你以为工业CT只用在重工业?太天真了。手机里指甲盖大小的芯片,贴装后焊球有没有空洞?——要用纳米焦点CT扫,像素尺寸直接干到500纳米以下。还有动力电池,那么多层卷绕或叠片,有没有对齐?电解液浸润均匀吗?工业CT直接生成三维模型,哪里锂析晶都看得清清楚楚。
最让我震撼的一次,是帮一家医疗器械公司分析3D打印的钴铬合金髋臼杯。那东西内部有密密麻麻的网状点阵结构,壁厚只有0.3毫米。用工业CT扫完重建,我们居然在一个支撑点附近发现了0.1毫米的微裂纹——这要是没检测出来,植入人体后断裂,后果……不敢想。工业CT,就是现今最刚需的无损检测手段,没有之一。超声波?根本穿不透那种复杂几何;磁粉?只能查表面。
❓ 问:工业CT扫描一个零件要多久?
答:分情况。简单的探伤,5分钟就能出二维DR图像(类似X光片)。但要做高质量三维重建,投影幅数通常要1080幅以上,一圈扫下来20分钟到1小时很常见。再加上重建计算的时间,小工件也要半小时出结果。不过现在有快速扫描和GPU加速,某些场景能缩短到几分钟。
❓ 问:工业CT能测内部尺寸吗?
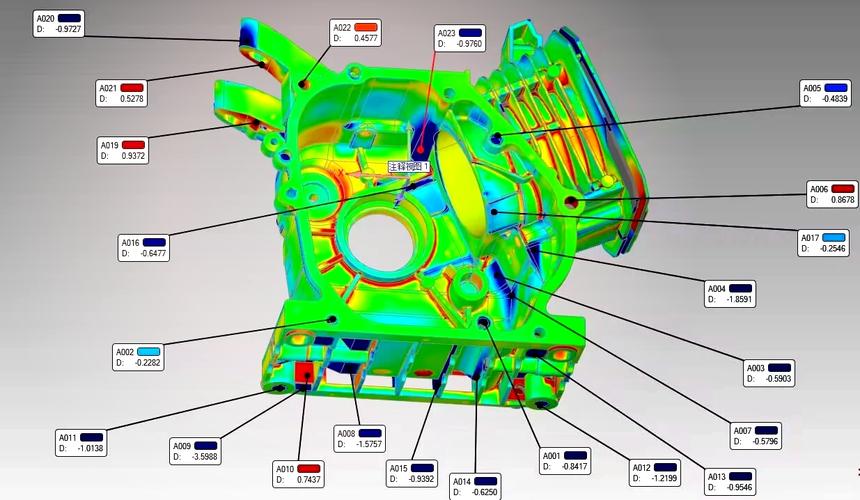
答:太能了!这就是它的杀手锏。配合坐标测量功能,可以直接在三维模型上量内腔直径、壁厚,甚至装配间隙。我们做过注塑件的壁厚分析,直接生成彩色偏差图,哪里偏薄一目了然。精度嘛,经过第三方校准,可以达到(4+L/100)μm的水平,L是测量长度。不过,这要求足够的几何放大比和稳定的扫描条件。
说到这里,不得不提工业CT的软肋——数据量大得吓人。扫一个200mm的零件,用50μm体素,重建后的三维数据直接20GB往上。所以搞检测的电脑内存至少64GB,还得配专业显卡。另外,图像伪影也是个麻烦事。射线硬化效应会让中间区域过暗,散射会让细节模糊。好在软件算法越来越聪明,比如散射校正和光束硬化校正已经成了标配。
话说回来,这行发展太快了。十年前工业CT还是实验室里的奢侈品,现在它已经走进产线,甚至跟机器人结合,搞在线全检。有家压铸厂直接在生产线上方架了一台机械臂CT,每件都自动抓取扫描,AI判缺陷,分拣合格与不合格品,效率甩抽检几条街。这才是真正的智能制造嘛。
❗ 最后扔一个观点:别把工业CT当成简单的探伤工具。它本质是逆向工程和工艺优化的利器。你扫出来的那个带缺陷的三维模型,正好是模具设计、浇注系统分析的反向教材。聪明的工程师会拿CT数据去做流动模拟的验证,然后改进模具,从根上减少缺陷——这才是工业CT的最大价值,可惜很多人还没意识到。