干了十五年测量,说句不好听的,大部分工厂的‘工业测量’还停在卡尺、千分尺的水平。不是说这些不好,而是——唉,时代变了,现在客户给的公差动不动就是微米级,你还拿手量?手一抖,误差比公差都大……
视觉测量?不是买个摄像头就完事了
几年前我们咬牙上了一套视觉测量系统,想着终于能扬眉吐气了。结果第一个月就翻车了。测出来的数据跟三坐标对不上,差得离谱。光源、镜头、算法,缺一不可。我当时就拍桌子:这不是坑人吗!后来才知道,是自己没搞懂原理。
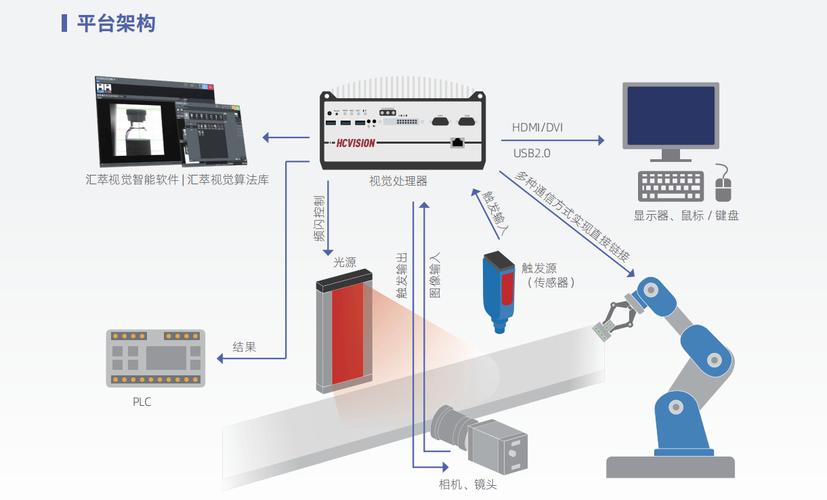
视觉测量核心是什么?不是摄像头像素高就行。你得把被测特征打亮,打到边缘锐利得像刀切一样。我见过一个案例,测量一个黑色橡胶件上的小孔,换了七八种光源才搞定。✅ 最后用了一个碗状漫射光,配合低角度环形光,才让孔边缘跳出来。说实话,这钱花在光源上,比花在相机上值多了。
精度之争:视觉真的能干翻三坐标?
老有人问:视觉测量精度能比三坐标高吗?我的回答是——看场景。三坐标是接触式,测标准几何体那是没话说,但遇上软材料、微小特征,它就抓瞎。视觉是非接触,μm级精度现在也能做到,但前提是:你的环境振动、温度、标定板精度,随便哪样拖后腿,数据就飘到外婆家了。❗
记得有次在客户现场,视觉测一个手机中框的卡扣高度,重复精度要求5μm。当天结果完美,第二天全偏了。查了半天,竟然是空调出风口正对着设备,热漂移搞得鬼。💡 从那以后,我见到车间空调就绕着走。

不过话说回来,视觉有个杀手锏:在线测量。生产线上啪啪啪全检,三坐标能吗?速度根本不是一个量级。我们给汽车零部件厂做的在线视觉站,每3秒测一个零件,尺寸没跑偏立马报警,这才是工业4.0该有的样子。
选设备时,别被参数忽悠了
买视觉测量设备,销售给你看的ppt里,像素、精度标得天花乱坠。实际呢?你得死磕重复性和再现性(GR&R)。光看绝对值没用——我现在都养成了一个习惯:自己带标准块,现场做10次重复测量,看标准差。要是小于公差的10%,可以考虑;不然,拜拜。
问:视觉测量软件那么多,怎么选?
答:千万别选封闭系统!我们吃过亏,早期买的一台设备只能用自家软件,想导出原始点云做二次开发?没门。后来全换成了支持通用数据格式(比如CSV、DXF)的系统。现在配合Python脚本,自动生成报告,爽得很。另外,界面操作逻辑——有些软件跟Windows 95似的,操作一步弹三个确认窗,生产效率全毁这儿了。
问:激光扫描和结构光,哪种好?
答:这问题就跟问“轿车和SUV哪个好”一样。激光扫描擅长大范围、复杂曲面,比如铸件的轮廓;结构光擅长微小精密件,比如芯片引线。但激光怕反光,结构光怕遮挡。我们两种都买,因为没有一种技术通吃所有活儿。💡 经验之谈:先用样件打样测试,别听厂家吹。
说实话,搞工业测量越久,越觉得它像个手艺活。设备是死的,人是活的。你调个焦距、选个曝光时间,差一点结果就天差地别。所以每次培训新人,我都说:别上来就按自动测量,先手动测100次,把感觉练出来。
最后聊一句国产设备。十年前我是抗拒的,现在?我们实验室有三台国产品牌的影像测量仪,用着还行,关键售后响应快——夜里上不了班,一个电话,人家工程师驱车四小时赶来,这态度……没话说。不过稳定性跟顶级品牌还是有差距,偶尔丢脉冲,要重启。希望他们再努把力吧。
总结一下:工业测量,不是买仪器,是买解决方案。你得懂工艺,懂环境,懂那点玄学一样的误差来源。好了,我去调机了,今天新来的视觉系统又报错了——估计又是光源寿命到了,唉。