一、测厚仪的原理,真不是玄学
很多人觉得测厚仪是黑科技。其实拆开了看,核心就是物理规律。目前主流的涂层测厚仪分两种:磁性和涡流。磁性法靠的是磁吸力或磁通量变化,测的是铁磁基体上的非磁性涂层——像钢板上喷漆、镀锌。涡流法则利用高频涡流效应,针对非铁磁金属基体,比如铝、铜表面上的绝缘膜。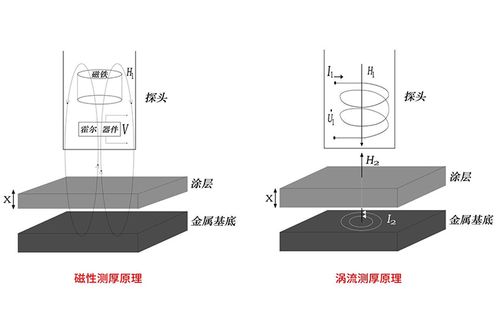
二、选型不看这三点,等着交学费吧
选测厚仪,参数表上的精度0.1μm确实诱人。但实际工况呢? ✅ 基材材质:铁?铝?不锈钢?复合材料?不锈钢在很多仪器上就是个坑。奥氏体不锈钢无磁性,只能用涡流法,但涡流受材料电导率影响极大。你拿普通铝材校准的仪器去测304不锈钢,结果能差到天边去。 ✅ 涂层种类:漆膜、镀层、氧化膜、搪瓷…每种都有个“克星”。比如测量硬铬镀层,厚度小于10μm时涡流法比磁性法更准,因为磁性探头太重,会压弯微小峰谷。 ✅ 表面状态:粗糙度、曲率、边缘效应。有一回我测一个直径3cm的管子内壁涂层,探头放不平,读数噼里啪啦乱跳。最后加了个V型脚适配器才搞定。这些小附件,买之前谁会告诉你?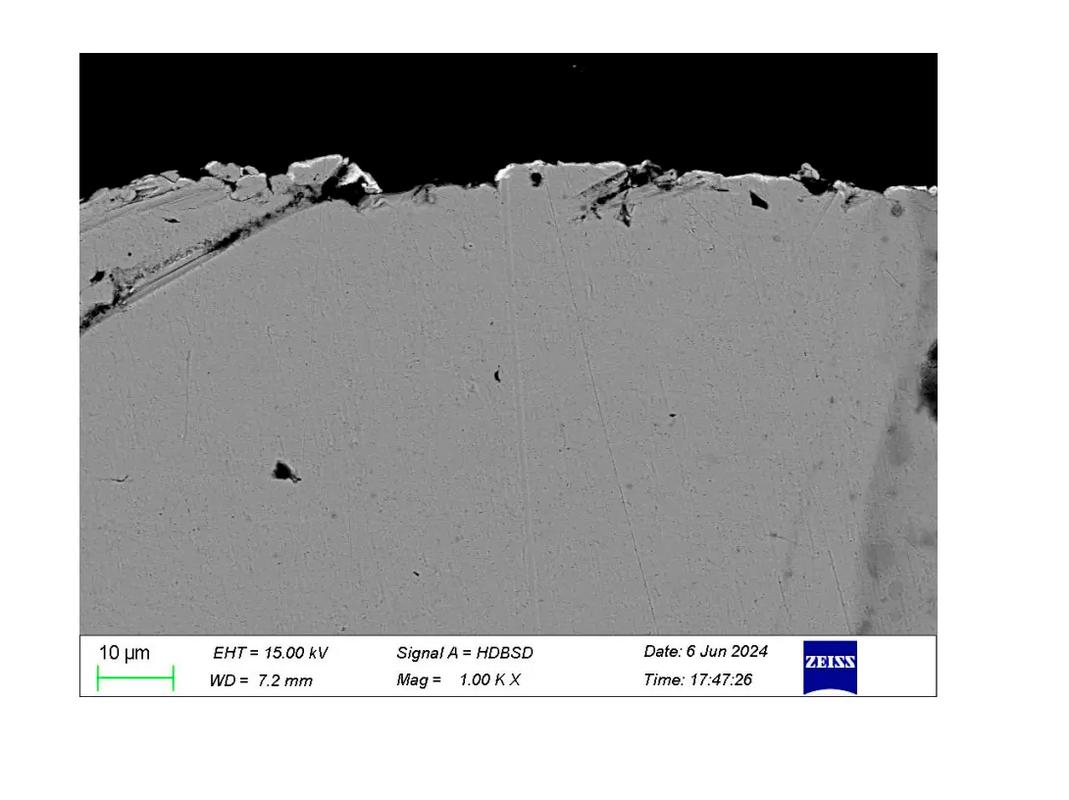
三、现场高频踩坑问答
四、维护这件小事,马虎不得