你理解的“光滑”可能根本不是那回事
表面粗糙度,说白了就是加工后表面留下的微小峰谷。峰谷的间距、深浅直接关系零件的耐磨性、疲劳强度、密封性……说实话,很多设计人员光在图纸上标个Ra值,其实自己都搞不清这数怎么来的。Ra,轮廓算术平均偏差,最通用的参数。但还有Rz、Rq、Rmax等,不同行业侧重不同。比如轴承滚道,尤其看Rz和波纹度。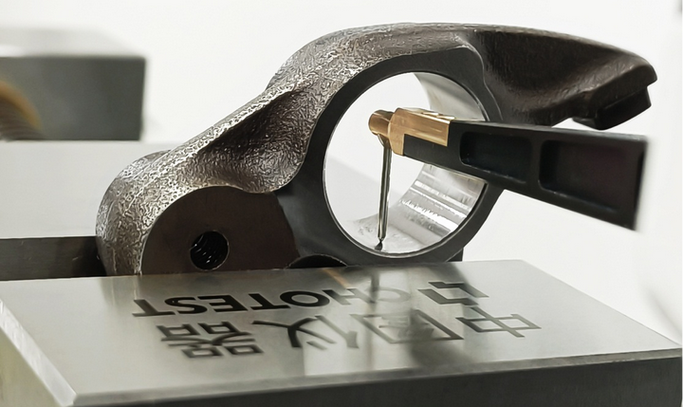
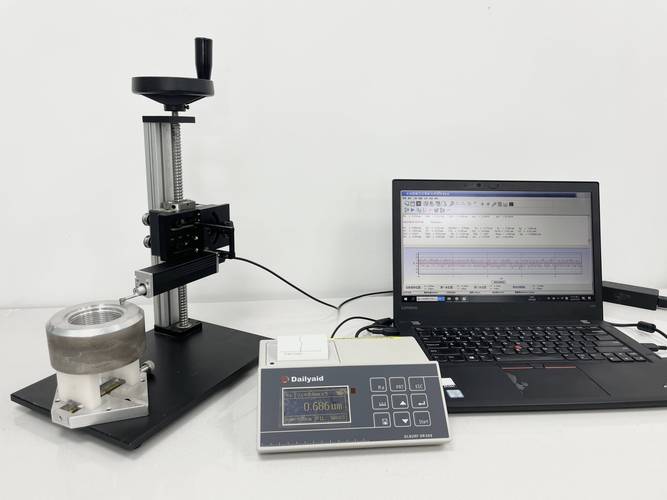
选错了粗糙度仪,等于瞎忙活
市面上粗糙度仪分接触式和非接触式。接触式最常见,用金刚石触针划过表面,精度高,适合车间和实验室。非接触式用激光或光学干涉,用于怕划伤的表面,但易受油污、振动影响,娇贵。 我早年图便宜买过一台某国产便携机,标称精度不错,可每次测量同一块样板,数据能飘出0.1μm。后来发现驱动装置不稳,爬行速度忽快忽慢。退了,换了一台进口品牌,配花岗岩平板和高精度驱动器,才算踏实。💡 预算允许,直接上带防震功能的型号,车间环境不比计量室,地基震动都可能干扰。 问:是不是一定要买原厂校准件?答:必须的!我见过有人随便拿个光洁的量块当标准,那只能校验示值重复性,粗糙度仪的评定参数需要特定轮廓的多刻线样板。没有正经校准件,你测出的数根本没依据。而且每隔一段时间就要用校准件验证,温湿度变化、触针磨损都会引起漂移。
那些年我踩过的坑,说出来给你省点钱
坑一:忽略取样长度。 粗糙度仪默认取样长度往往按标准自动选择,但你得确认。尤其是曲面或短表面,如果取样长度大于评定长度,测得的数据毫无意义。记得有次测小齿轮齿面,用了默认的0.8mm取样长度,测出来数值奇高,后来改成0.25mm就正常了。 坑二:触针磨损硬扛。 触针是消耗品,圆锥角60°或90°,尖端半径2μm、5μm、10μm等。测铸铁件、喷砂面,磨损特别快。磨钝了不但数据失真,还可能划伤高光洁表面。定期用400倍显微镜检查触针尖端,该换就换,别心疼那几百块钱。 问:怎么判断现场测量结果靠不靠谱?答:拿人手触摸最粗糙,凭经验估算,这纯粹是玄学。靠谱的做法是在零件上取至少5个不同位置测量,看数据的重复性和分散度。如果每次差异超过标称值的20%,先检查仪器状态和装夹方式。另外,同一个参数用不同滤波方式(高斯、2RC等)结果可能差很多,要按标准选。
粗糙度仪的未来:智能化和在线化
现在有些高端粗糙度仪已经集成到加工中心,刀具切完,探头马上伸过去测,数据反馈系统自动补偿。还有无线传输功能,测量界面直接显示在手机APP上。不过话说回来,再智能也离不开人的判断。机器不知道这个面是用来滑动密封还是过盈配合,最终还得靠工艺人员解读数据。