说实话,第一次在车间见到流化床造粒机的时候,我盯着那个像巨型咖啡壶一样的设备发了半天呆。粉料从顶部飘下来,被热风托着,翻滚、粘合、长大——像极了魔术。后来自己动手调过几次参数,才明白这玩意儿,看着简单,玩起来全是坑。
但一旦玩透了,你会上瘾。那种把一堆细粉变成均匀颗粒的掌控感,啧,没法说。
不是所有造粒都叫流化床
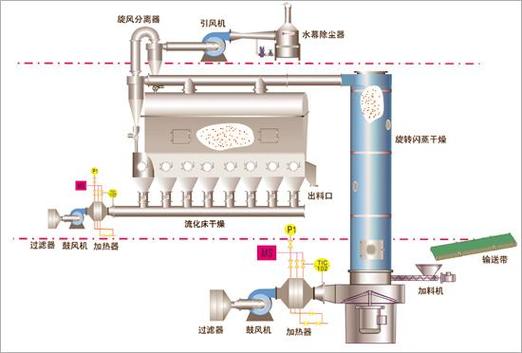
造粒的方法多了去了:挤压制粒、喷雾干燥制粒、高剪切湿法制粒……但流化床造粒走的完全是另一条路。它的核心思路是:让粉末飞起来。对,就是字面意思。在流化床内,热空气从底部穿过分布板,把物料吹成沸腾状,同时喷入粘合剂溶液,粉末粒子相互碰撞、粘结,一层层长大。干燥也在同一台设备里完成,一步到位。这种“飞”着造粒的方式,带来的颗粒形态和特性,别的工艺很难模仿。
不过这里有个很容易被忽略的细节:流化状态的质量直接决定了颗粒的均匀性。如果气流分布不好,局部出现“死床”或者沟流,那出来的颗粒会让人想哭——大的大,小的小,还有一堆没成型的细粉。我曾经为了一批中药颗粒,连续调了三天风量和喷液速率,差点把分布板拆下来重新打孔。最后发现,是原料的含水量波动了0.5%。就0.5%!

喷枪位置其实是门玄学
流化床造粒有三种经典喷液方式:顶喷、底喷、切线喷。顶喷最常见,喷嘴在物料上方,液滴下落距离长,适合造大颗粒,但容易产生喷雾干燥的细粉。底喷呢,喷嘴藏在物料层里,被颗粒包围,液滴行程短,制得的颗粒更致密,但堵喷嘴的概率高到让人崩溃——尤其是用高粘度粘合剂的时候。切线喷则是在侧壁切向喷入,配合旋转气流,颗粒球形度极好,但设备贵,调试复杂。
我的个人偏好?做中药颗粒,顶喷够用了,但得把喷嘴高度调到一个很讲究的位置:太低了,液滴还没充分分散就撞上粉料,局部过湿会结块;太高了,液滴还没到物料就干了,粘合效果差,细粉满天飞。这个高度,书上的公式算不出来,全靠手感。❗
问:流化床造粒为什么能做出蓬松多孔的颗粒?
答:关键就在那个“飞”字。颗粒在流化态下生长,内部水分蒸发时会留下微孔通道,干燥速率控制得当的话,就能形成疏松的多孔结构。这对速溶性产品——比如冲剂——是巨大优势。但如果你想要硬实的颗粒,就得降低风温、提高喷液速率,让颗粒吃饱粘合剂,压得更实。一松一紧之间,工艺窗口其实很窄。
那些年我们踩过的坑
流化床造粒的故障排查,很多时候像侦探剧。有次客户投诉颗粒粒度分布太宽,我们查了所有参数:进风温度、雾化压力、喷液流量、物料批次……都没问题。最后发现,是厂房那几天湿度太大,压缩空气里带水,破坏了粘合剂喷液的浓度。一个小水珠,毁掉一整批料。从那以后,我们给压缩空气管路加了冷冻干燥机,再没出过这种事。💡
另一个经典问题是“湿式团块”——就是突然在床内形成几个大湿球,沉在分布板上,破坏流化状态。这通常是喷液速度超过了物料吸收能力,或者粘合剂渗透太快。解决办法?要么降低喷液速率,要么提高进风温度加快表面干燥,或者换个粘度低点的粘合剂。但如果你急着交货,临时降喷速是最快的,虽然会延长制粒时间。
问:怎么判断流化床的流化状态好不好?
答:听声音!经验丰富的操作工会告诉你,正常的流化床声音像下雨,均匀的沙沙声。如果出现噗噗的闷响,说明有结块;如果声音变得很轻、很飘,可能风量过大,把大部分粉末吹走了,只剩下大颗粒在扑腾。当然,现在有压差传感器和摄像头辅助,但耳朵还是最直接的传感器。另外,看观察窗里物料的翻腾高度,一般在分布板上方20-40厘米为宜,太高了细粉逃逸严重,太低了混合不充分。
说到这里不得不吐槽一下某些设备的观察窗——设计得那么小,还特别容易糊上一层粉尘,简直是在考验操作员的想象力。后来我们自己在观察窗内侧加了一个刮片,手动转一转就能清理,成本几块钱,好用得想哭。
工艺放大:从实验室到车间这段路不好走

实验室小试的时候,流化床造粒参数很好调,出来的颗粒圆润饱满,大家都很高兴。一放大到生产规模,各种问题就冒出来了。因为放大不仅仅是增加投料量,气流分布、热传递、液滴穿透深度全变了。小设备里完美的顶喷参数,到大设备里可能颗粒根本长不大——因为床层厚了,喷嘴相对位置变了,液滴还没走到粉料深处就被吹干了。
我们的经验是,放大时先固定一个“无量纲喷雾速率”——就是单位时间内喷入的液体质量除以床层物料质量——保持这个值不变,再微调风量和温度。还有一个容易被忽视的点:分布板的压降。大床需要更高的分布板压降才能维持均匀流化,否则气流会从阻力小的区域走捷径,造成严重的沟流。
说来好笑,我在读研时做的流化床造粒课题,论文数据漂亮得很,毕业后到工厂第一次放大就搞砸了,那批颗粒的细粉率超过30%,被老板骂了一下午。教科书上的理论没错,但真实世界的粉尘、湿度、设备加工误差,这些东西加在一起,能把完美的公式撕得粉碎。
所以啊,别迷信自动化的“一键制粒”功能。那玩意儿只能应对设计范围内的波动,一旦原料属性或者环境条件跑了,它还不如一个老操作工的直觉管用。我见过最厉害的师傅,伸手到出料口抓一把颗粒,捏一捏,搓一搓,就能说出该调哪个参数。这本事,人工智能还得再进化几十年。
工艺开发和管理的人,得实际去车间蹲一蹲,闻一闻那股混合着糊精和热空气的特殊气味,盯着流化床里翻涌的粒子发呆半小时——你可能突然就想通了一个困扰很久的问题。
说到底,流化床造粒这件事,科学是骨架,手感是血肉。参数表能让你合格,但折腾出来的那点“灵性”,才把合格变成优秀。