我永远记得那个下午。
走进江苏某再生资源工厂,还没拐进车间,那股子橡胶焦糊味就浓得呛人!地面在震,真的在震——那台双轴撕碎机正把成山的轮胎,一条条、硬生生嚼成巴掌大的胶块。说实话,要不是亲眼所见,我绝不相信这玩意儿效率这么高。
为什么是轮胎?
你想过没有,中国每年报废的轮胎,超过3亿条。堆在哪?填埋?烧掉?可橡胶这货,自然降解得要几百年,烧了又是二噁英的狂欢……这简直是个生态灾难。不过话说回来,它们其实是“黑色黄金”——只要搞定了工业粉碎这个环节。
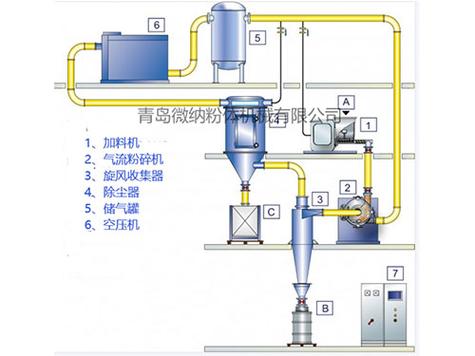
但粉碎轮胎可不比碾豆子。轮胎里有钢丝、有帘布层,扯不烂、切不断。早年间的小锤敲、剪刀剪?笑话,一天处理不了几十条。现在的玩法,是分级粉碎:
- 重型撕碎机先上,把整胎切成10-15公分的胶块——这叫初破。
- 接着磁选,把钢丝吸走。你知道吗,胎圈钢丝比牙签还硬,普通撕碎机刀片碰俩下就崩口,唉,我见过用错设备的老板,一个月换刀片花了二十万!
- 然后是细碎机、磨粉机,逐级把胶粒搞到40目、80目甚至200目以上。目数越高,胶粉越细,附加值就越高——做跑道、防水卷材、改性沥青全指着它。

可关键在这:机器选错,全线瘫痪。去年我去山东一个厂,他们贪便宜买了台所谓“多功能粉碎机”,结果胎唇钢丝缠住转子,一天停机七八次。老板苦笑:“省下的钱,全给维修工发加班费了。”❗
粉碎机里的门道
工业粉碎的核心,其实不是“碎”,而是“解”。你得理解物料特性。橡胶有弹性,温升一高就发黏,黏刀、堵筛网,这是最常见的噩梦。所以我一直强调:真正的轮胎粉碎,必须低温脆化或水冷降温。
液氮冷冻?那是高精尖路线,成本高,但能整出超微胶粉。大部分地面胶粉,还是要靠常温粉碎,靠刀型设计。比如贝力特(Bellt)那种前角开刃的刀头,剪切力大于挤压力,生热就少。不是说进口的一定好,但结构细节,差之毫厘,谬以千里。
问:我们厂的轮胎粉碎机经常堵筛网,怎么破?
答:八成是温控没做好。先查冷却水循环,再看刀间隙,大于0.3毫米就得修。另外,喂料别猛怼,均匀给料,让机器喘口气。实在不行,筛网孔改椭圆,比圆的通过率高18%左右,我实测过。
哦对,还有粉尘问题。粉碎车间粉尘浓度一爆,就是大事。负压除尘和防爆设计,必须从第一天就焊进方案里。我参观过的一个标杆工厂,整个粉碎单元全封闭,管道里的粉尘浓度实时监测,喷淋和泄爆装置成排——那才是现代工业该有的样子。💡
从循环经济看粉碎的价值
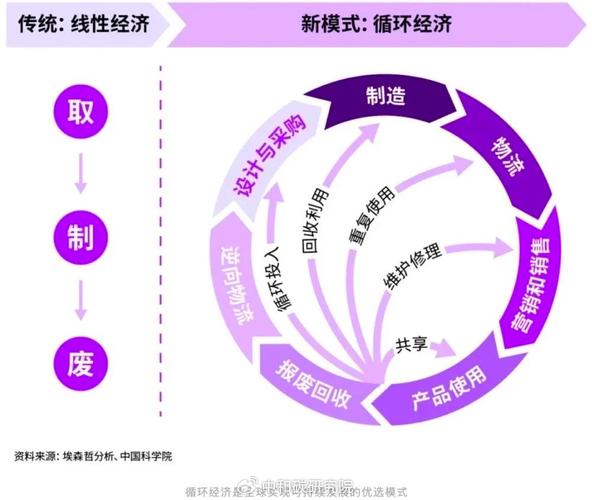
很多人觉得,粉碎不就是把大变小么。不不不,它其实是整个资源闭环里的枢纽。就拿胶粉来说,目数、纯度、金属残留量,直接决定了能卖多少钱。40目脱硫胶粉,掺入新胶,性能下降不到5%;80目以上,几乎可以无缝替代部分原生胶。这意味着,轮胎不是垃圾,而是城市里的橡胶矿藏。
但产业链现在有个断层:前端的回收渠道乱,后端的应用标准缺。搞粉碎设备的厂家只管卖机器,用户不管胶粉往哪销。烂摊子。所以这几年,我特别推崇“粉碎-应用一体化”的方案。比如直接配套改性沥青设备,胶粉出来就进拌合罐,省去包装、运输,也降低了二次污染。✅
问:投资一条废旧轮胎工业粉碎线,大概多久回本?
答:得看规模。一条年产万吨的线,设备投入大概200-300万,加上厂房、环保设施,总投五六百万。如果专做胶粉,毛利润一吨600-800元,正常情况下,一年半到两年能回本。但记住,得把政府补贴算上,很多地方对固废处置有扶持。我合作过的项目,最快的一年三个月就收回成本。
当然,也不是没有坑。有的设备厂商夸大产能,说一天处理20吨,实际连15吨都费劲。所以在合同里,一定要绑定验收指标:小时产量、出粉目数达标率、吨能耗,这三条缺一不可。最怕的是那种“今天设备调试完了,明天就找不到售后”的厂家——行业里面,流浪售后太多了!
写得有点乱,但这些都是真金白银砸出来的经验。工业粉碎这行,说起来简单,做着全是细活。如果你也准备踏入这个领域,记住:懂物料,选对机,看长远。别被低价忽悠,也别忽视粉尘和噪音这些间接成本。毕竟,把废弃轮胎变成有价值的胶粉,这事儿本身挺酷的,不是吗?