槽液是个活物——你不管它,它就给你脸色看
我见过太多人把电镀液当游泳池,觉得只要加原液、过滤、加温,它就永远乖乖听话。大错特错❗ 有一次,一个镀锌自动线突然大面积出现镀层粗糙,车间主任抓着分析单给我看,所有组分都在正常范围。我说,你去查查槽液里溶解的锌阳极泥,是不是飘得到处都是。果然,阳极袋破了个小洞,阳极泥成了微小颗粒悬浮在溶液里,通上电这些颗粒就像砂纸一样裹到工件上。这种事儿,化验单一丁点都体现不出来。所以后来我养成个习惯,每天早上先去车间溜达一圈,拿强光手电照槽液,看看有没有细小的漂浮物,闻闻槽边有没有不该有的酸雾味。这比任何一张分析报告都来得直接。💡 经验告诉我:电镀的命脉,30%在前处理,50%在槽液状态,剩下20%才是电源和配方。 前处理搞不干净,后面全是白费;槽液活性不对劲,你加再多光亮剂都是往死水里撒钱。
问:镀镍后的工件掏出来看着亮,烘干一摸却发雾,是光亮剂不够吗?
答:不一定,甚至大概率不是。光亮剂过量反而会导致镀层应力大、易发雾。这种情况我通常会先检查电流密度是不是偏高,然后看镍阳极的溶解状态。如果阳极板表面钝化发黑,实际溶解的镍离子不足,而你又拼命加光亮剂,有机分解产物一多,镀层雾得跟毛玻璃似的。我曾在一条挂镀镍线上,用赫尔槽试验反复验证,把电流密度从4A/dm²降到2.5A,雾状立马消失。所以别一有问题就猛补药品,先看看电化学基础条件对不对。
整流器上的小数点——多少老师傅栽在这儿
你们可能觉得整流器不就是调个电压电流?哈哈,天真了。我碰到过一次邪门的事:镀硬铬,按说工艺要求50±5A/dm²,电流表显示稳稳的50安,可镀出来铬层硬度就是上不去,显微硬度计一打,低了20%。最后发现是整流器输出的纹波系数太大——那台老式可控硅电源的滤波电容老化,直流里夹着交流成分。铬这种金属对波形特敏感,纹波一高,沉积出来的晶体结构乱七八糟。后来换了台高频开关电源,问题立马解决。这事儿让我学到一个教训:别光看表显数值,你得知道你的电源真正输出的是什么波形。 现在我去新厂调试,兜里必揣一个便携示波器,测完波形再干活。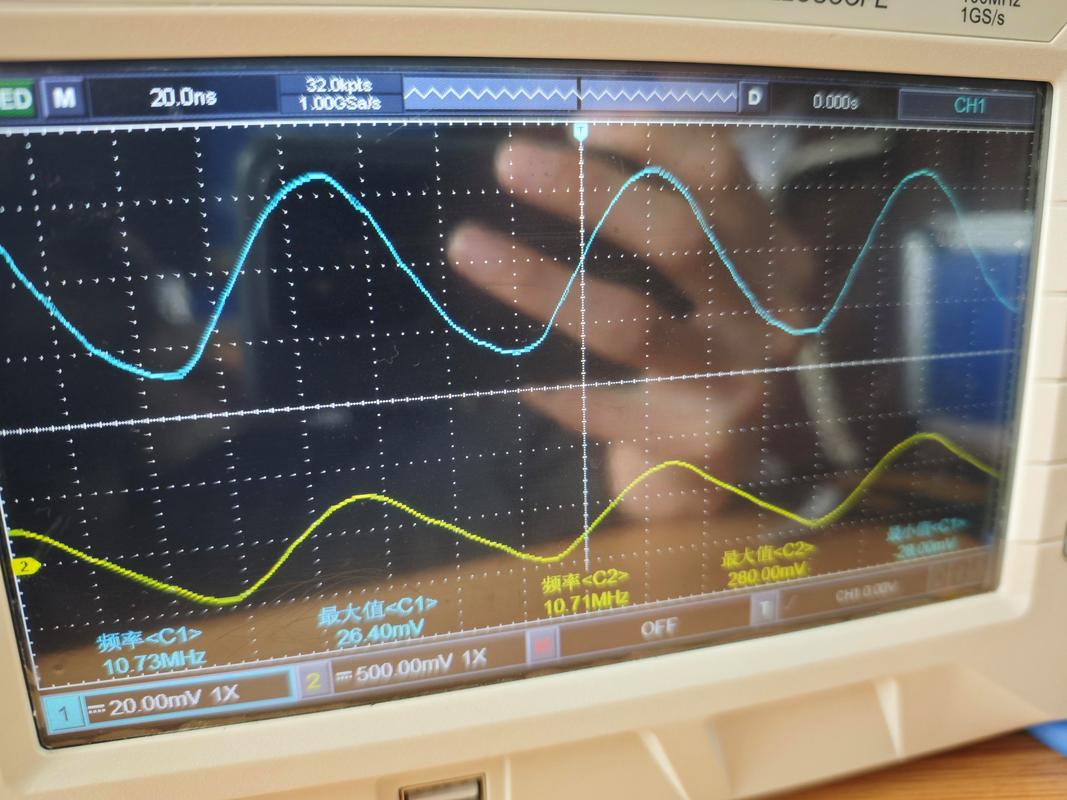
问:镀银件存放几天就变色,都说是钝化没做好,但按工艺钝化了呀?
答:钝化确实关键,但很多人忽略了清洗水的质量。银层对氯离子极其敏感,如果最后一道水洗用的是普通自来水,哪怕氯离子只有几十个ppm,就会在银层孔隙里慢慢腐蚀,形成黄斑。我强烈建议镀银后的最后清洗必须用去离子水,而且水温要热,80℃以上,这样漂洗后工件自带热量,快速烘干,不给残留水分腐蚀的机会。另外,钝化前一定要确保工件表面中性,残留的微弱酸根会把钝化膜慢慢啃掉。有时候把水质的电导率从200μS/cm降到5以下,变色周期能延长好几倍。
那些年我们迷信过的“万能添加剂”
市场上总有些供应商,捧着一瓶神神秘秘的液体,告诉你加进去光亮、平整、深镀能力统统提升。我劝你留个心眼。不是所有添加剂都没用,但电镀液是个平衡体系,粗暴加入各种万金油,短期可能有效,长期就是毒药。我就吃过亏:在一条镀锌滚镀线,为了追求蓝白钝化后的白亮度,加了某品牌的“光亮增强剂”,头三个月确实漂亮,第四个月开始,钝化膜结合力直线下降,轻轻一擦就掉。把槽液送去高校做液相色谱分析,才发现添加剂里含有大量有机胺类,积累到一定浓度,钝化液一浸进去,有机膜直接与锌层剥离。花了两万多块钱换掉半槽液才恢复。从此我对任何“小料”都敬而远之——要用,先在赫尔槽里做三个周期的老化试验,别怕慢。❗ 说白了,工业电镀这行,最怕的不是难题,而是速成心态。今天看到个新添加剂就想当救命稻草,明天听说个新工艺就想推翻原有体系。其实很多故障,追溯到底,都是基础维护出了纰漏:挂具的绝缘破损导致电流分布畸变?挂具维护偷懒了吧。镀层结合力差?可能除油液半年没换了,油污悬浮着又被捞上来沾到工件上。钝化膜色泽不均?八成是钝化槽pH漂移了,却没人定时校准pH计。这些小事,比任何高深理论都更能摧毁一批货。 所以啊,每次有新入行的年轻人问我有没有核心竞争力,我就一句话:每天提前二十分钟到岗,把几十米的线走一遍,看磷化渣捞了没,阳极板箍紧了没,行车定位准不准,风管有没有漏气。这些东西,比背一百篇论文管用。💪