选型时,别被报价单牵着鼻子走
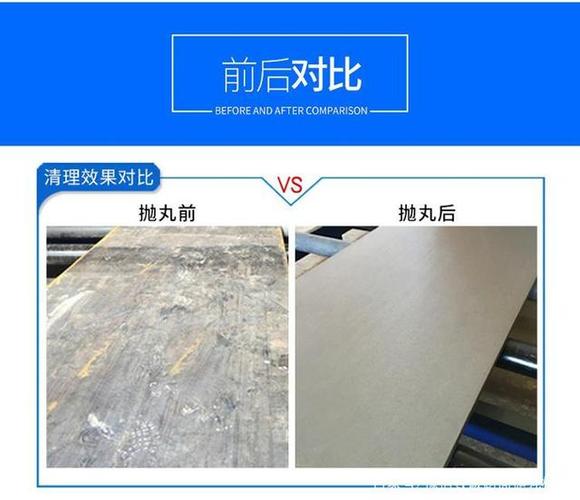
抛丸机这玩意儿,报价单上的数字最能唬人。前阵子老李就栽在这上面:图便宜买了台三流厂家的小型履带机,结果抛出来的铸件跟没抛差不多,效率低得吓人,最后还得返工喷砂,里外里亏了十几万。 核心看三点:工件类型、产能需求、清理等级。就拿铸件来说,如果形状复杂、内腔多,吊钩式不一定比履带式好使,滚筒式或许更干净——但滚筒又容易磕碰,你说头疼不头疼? ✅ 我的经验:如果工件尺寸跨度大,宁可选大一号的室体,留足调整余量。别心疼那点钱,后期改造成本高得离谱。
维护不是救火,别等坏了才挠头
说实话,我见过太多工厂把抛丸机当出气筒:活儿干不完就24小时连轴转,轴承抽了烟也不管,直到护板打穿、抛头炸裂,才火急火燎叫维修。这时候往往一停产就是两三天,老板脸都绿了。 最容易忽视的其实不是抛头,是分选系统。钢丸里混着砂子、铁锈、破碎的小丸粒,要是风选或磁选没用对,回到抛头就是二次伤害。你知道吗?一套正常寿命的叶片,可能因为杂物只用到一半时间就报废。 ❗ 强烈建议:每班次开机前,花十分钟检查除尘管道、分选筛网和丸料阀。这十分钟能省下好几个工时。
一些容易被忽视,但一错就亏钱的细节