说实话,每次遇到新模具试模,我心里就发毛。不是怕修,是怕那些低级错误——飞边、短射、粘模,还有该死的烧焦痕迹!干了二十年,踩过无数的坑,今天就想倒倒苦水,顺便给你提个醒。注塑模具这行啊,细节真是魔鬼。
你以为是设计问题?可能是材料选错了。你以为是工艺不行?往往是水路设计太蠢。更别提那些根本没考虑过脱模斜度的结构……哎,说起来全是泪。
模具材料——别贪便宜,不然哭都来不及
刚入行那会儿,为了省成本,给一套年产百万件的模具选了国产718,结果呢?三个月后型腔拉毛,产品飞边越来越大,修模修到怀疑人生。后来老老实实换成S136或NAK80,肉疼但省心——抛光性、耐腐蚀性不是吹的,尤其是做透明件或医疗产品,模具钢差一点,成品就糊成一片。
还有热处理!有些小厂根本不重视,硬度HRC 48和52,听起来只差一点点,寿命能差出几万模去。我见过最离谱的案例:滑块没淬火,干两天就咬死,拆模的时候师傅差点骂娘。所以现在我对供应商就一句话:材料证明给我看,热处理报告随模走。❗
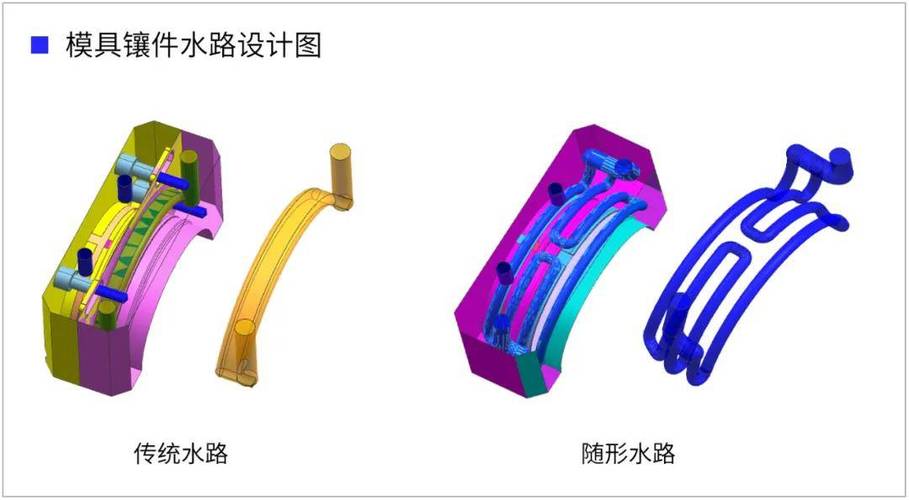
冷却系统——水路打不好,效率砍一半
很多人觉得,冷却水道不就是钻几个洞吗?天真!我见过一套模具,冷却水温差达到15℃,产品缩水率飘忽不定,良率惨不忍睹。后来重新排布水路,加了隔水片和铍铜镶件,成型周期直接从25秒降到18秒。老板乐了,我却懊恼之前浪费了多少电和人工。
设计冷却系统,务必考虑模温均匀性。尤其是深腔、薄壁件,型芯热量聚积往往被忽视——用喷流管或者螺旋水路可以救命。还有,千万别把水嘴和接头缩水,直径差两毫米,流量能差出30%去,这都是血泪账。💡
浇口与流道——塑料的“高速公路”
浇口位置不对,一切都白费。我记得有套注塑模具,浇口就放产品中心,结果熔接线正对着受力点,客户测试一踩就断。后来改成潜伏浇口,从侧边进胶,问题立马解决。但潜伏浇口的开度、角度、脱模斜度,差零点几毫米就断浇口、拉丝、或堵塞,调试时能把人逼疯。
热流道系统是趋势没错,但别迷信。我遇到过针阀卡死,拆下来一看,塑料碳化把阀针粘得死死的——原因仅仅是温控箱接触不良。所以现在每次试模前,我都亲自拿万用表量加热圈电阻,再繁琐也比半夜打电话骂热流道供应商强。至于冷流道,别小看回收料,比例控制不好,缩水率和颜色稳定性会让你怀疑配方表是假的。
问:为什么模具试模时总出现飞边?
答:飞边这玩意儿,表面看是锁模力不足或者注塑压力太高,但根子往往在模具本身。可能分型面研合不到位,可能滑块或斜顶配合间隙过大,甚至是模架刚性不够,一射胶模板就变形。再就是排气槽太深——本来该排气的,却成了跑料通道。所以,别老调机,该补焊补焊,该降面降面,模具精度才是根本。✅
问:小型精密注塑件,模具怎么保证尺寸稳定性?
答:精密件公差经常在0.02mm以内,靠经验猜肯定死。必须做模流分析,把收缩率、模温、注塑压力都算进去。但软件不是万能的,关键还在模具钢材的膨胀系数和热处理稳定性——推荐用热处理变形极小的钢材,比如日本大同NAK55。此外,冷却水道必须均匀,最好有模温机实时监控,配合多段保压曲线,才能把尺寸波动压住。我有一阵子靠反复试模硬调,浪费几千模料,后来上模温机和传感器,立马云开雾散。❗
顶出系统——别小看那一推
顶出搞不好,粘模、顶白、产品报废。常规顶针布局你要懂平衡,尤其深腔件,光靠顶针不够,得上扁顶或司筒。有些设计强行用普通圆顶针,结果顶出区域收缩印明显,甚至顶穿。还有气顶——对于大尺寸薄壁件,那真是神器,但气路漏气或气压不稳就等着修模吧。我调过一套车灯透镜模具,因为没加二次顶出机构,产品卡在型腔里下不来,最后用铜棒敲,敲碎了三个才出来……那场面,太惨烈了。💡
说到底,注塑模具的精髓在于“平衡”二字——热与冷的平衡,力与间隙的平衡,效率与成本的平衡。所有理论,到了调机台上都会变形,但别灰心,把教训记下来,下次骂人的时候,能骂得更准。