做冲压十五年,最烦别人问我“模具不就是个铁块嘛,贵在哪里?” 真的,每次听到这话我都想把手上的老茧怼他脸上。这东西,说实话,是现代工业的底裤——没有它,你开的车?只剩一堆铁皮渣。
冲压模具,本质上就是个巨型打孔器加折弯机。但能把一张平平无奇的钢板,咔嗒一下变成车门、机盖、纵梁,靠的不是蛮力,是微米级的精度。微米啥概念?一根头发丝的十分之一。模具型面稍微差那么几丝,出来的零件就敢给你扭成麻花。别问我怎么知道的——前年调试那套侧围模具,光回弹补偿就调了整整三周,差点没把我逼疯。
💡 谁说模具只是“模具”?它是一整套动态力学系统
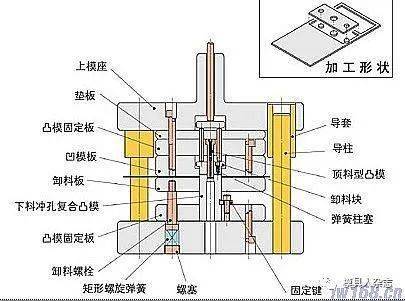
外行人看模具,就盯着上下模、凸凹模。其实里头门道深了去了。压料芯、导板、氮气弹簧、废料刀……缺一个都跑不顺。尤其是高强板模具,现在车身动不动就1500兆帕的热成型钢,模具表面必须做PVD涂层,不然拉毛拉到你怀疑人生。唉,说到涂层,去年那批国产DLC涂层确实拉胯,没打几万件就剥落了,最后还是咬牙上了巴尔查斯——贵是真贵,耐用也是真耐用。
还有个坑:模具间隙。很多时候不是设计算不好,是材料批次波动大。同牌号的DC04,不同钢厂出来的,实际屈服强度能差20%。那间隙稍微不合适,毛刺就起来了。毛刺,就是冲压件边缘的细微飞边,看着不起眼,但在焊装车间能把机械臂卡死。❗ 真的,做现场的最恨这个,半夜三点打电话给你,说模具啃刀口了,你连裤子都来不及穿正就往厂里跑。
所以啊,模具不是画完三维就万事大吉,它是材料、力学、加工、调校揉在一起的脏活累活。不过话说回来,正是这种复杂性,让冲压模具成了衡量一个国家基础工业的标尺。
🔧 模具寿命?不是玄学,是钱

一套模具设计寿命都说五十万次、一百万次。可实际呢?看你生产怎么折腾。我曾见过某合资厂,一模一样的结构,人家干了八十万次还没大修,我们某些自主品牌三十万就崩了。区别在哪?不是钢材,是保养。每次冲次之后有没有吹干净铁屑?拉延油是刷了还是喷了?滑块平行度跑偏了0.1毫米,没及时发现,那就等着镶块崩裂吧。
💸 模具成本分摊到每个零件上是笔大账。尤其现在整车降本,逼着模具厂报价越来越低。结果呢?偷工减料,用标准模架代替加厚板,导柱用普通钢淬火糊弄事,最后倒霉的还是工艺人员——模具一拉伤,停机修模,全厂几十号人干瞪眼。这损失可比省那点模具钱大多了!
所以选模具供应商,千万别只看首轮报价。要盯他过往案例——有没有做过类似尺寸、类似强度的模具?有没有自己的研配压机?热处理是自己做还是外包?这些细节问下来,十有八九能筛掉那些“画图游击队”。
📌 实操QA:冲压车间里的血泪教训
问:为什么模具试模时好好的,一上量产出裂痕?
答:这问题太典型了。试模时,你用的是落料片,批次好,压力机速度慢,润滑充分。量产后,冲次提上去,油雾供应不稳定,材料换成批量卷料,屈服强度偏高。再加上模具温度一上来,间隙就变了——特别是小拉深筋区域,应力集中,不裂才怪。解决办法?别只调闭合高度,试试用网格应变分析去测FLD,找出危险点再做工艺补偿。再不行,就得在模具上局部做涂层改性,牺牲点效率保质量。
问:拉延模具到底用油性润滑剂还是干膜?
答:取决于材料。普通冷轧板,油性润滑剂完全够,但高强板,尤其镀锌板,必须用干膜润滑剂,否则拉毛拉到你怀疑人生。干膜润滑剂贵,但能减少模具磨损,总体算下来反而省维修成本。不过要注意,干膜涂多了会堵排气孔,引起起皱。❗ 另外,如果车间有环保要求,水性干膜是趋势,虽然干燥慢点。

再补充个冷知识:很多人以为模具磨损最大在凸凹模圆角,其实往往在压边圈上。因为板料流入时,压边圈表面承受反复摩擦,一旦粗糙度下降,材料流动就不均匀,起皱、开裂全来了。所以压边圈表面一般要比模腔更硬,有些还做TD处理。
🏭 模具行业的现实:内卷与突围
现在干冲压模具,真是又爱又恨。爱它,是因为涉及的知识面广,机械、材料、控制、甚至化学都沾边,永远学不完新东西。恨它,是因为恶性竞争已经把模具价格压到血亏。一套中型级进模,十年前能报价100万,现在?四十万抢着做。结果就是各家拼命压工序数,把成型工序压缩到极致,模具强度一降再降,最后交付后频繁维修,信誉全失。
不过最近几年,有远见的模具厂开始搞智能化了。不是那种虚头巴脑的AI,是在模具上装传感器,监控冲压过程中的合模波形、应变、温度。一旦波形异常,立马停机。这套系统最开始贵得离谱,但据说某新能源车企已经把它当成标准配置——因为他们的冲压节拍太快,靠人检查根本来不及。据说能减少80%的意外停机。虽然我还没亲眼见过这套系统在量产线上跑满一年,但听着确实诱人。
另一个突围方向是快速模具。用锌基合金、甚至3D打印做小批量模具。传统钢模开发周期两个月以上,快速模具两周就能试模。虽然寿命只有几百到几千件,但对于现在的造车新势力,小批量迭代太重要了。不过这种模具精度和稳定性还差点意思,做做样件可以,真上了量产线,估计够呛。
说到底,冲压模具这行,三五年吃不透。那些干了二十年的老师傅,听声音就知道模具合模紧不紧,摸一下拉延筋表面就知道起了多少料屑。这种感觉,AI永远给不了。但悲哀的是,现在年轻人谁愿意进车间学这个?满手油污,工资比不上送外卖。再这样下去,别说技术革新,连基本的修模手艺都要断代了。
所以我写这些,不光为科普,也算留个痕迹吧。万一哪天我这堆经验烂在肚子里,多少有点可惜。冲压模具——这东西,比绝大多数人想象中更聪明,也更脆弱。