我第一次见激光清洗的时候,说实话,心里是拒绝的。一台机器,几道红光扫过去,锈就没了?这不就跟变魔术似的。我们车间那台喷砂机,虽然吵得要死,粉尘漫天,但好歹用了十几年,脾气都摸透了。可那次去上海参展,看到一台便携式的激光清洗机,就在一块锈得一塌糊涂的齿轮上划拉了几下……我凑近一看,金属底子露出来了,光洁如新,甚至能看到原始的加工纹路。那一刻我忍不住爆了句粗口。太震撼了。
激光清洗原理,讲起来其实不复杂。就是利用高能量密度的激光束照射工件表面,让表面的污物、锈斑、涂层瞬间气化或者从基体上剥离。注意,是瞬间气化。这个“瞬间”有多快?纳秒级。基材几乎不受影响——因为激光的波长、脉宽都可以调,只对污染物起反应,底下的金属根本不吸光。这就是它最颠覆的地方:非接触,无耗材,还不伤基体。✅ 说起来简单,但十年前做这一行的,全中国一只手数得过来。

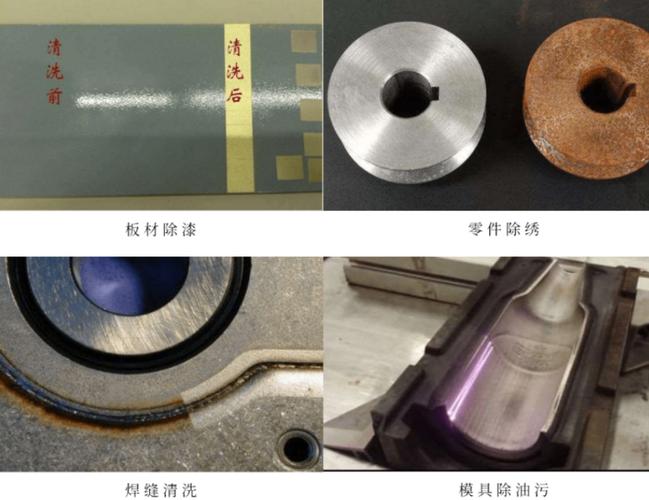
从古董修复到万吨巨轮:激光清洗的跨界本领
很多人以为激光清洗只能除锈。格局小了。我见过最夸张的应用,是在故宫修青铜器。那些绿锈积了几百年,用化学药品怕腐蚀,用机械打磨又怕刮花。你猜怎么着?激光一扫,绿色变浅,青铜原色慢慢透出来,像是给文物做微创手术。还有一个哥们儿,专门给轮胎模具做清洗。橡胶残留物卡在模具缝隙里,以前得烧碱水泡,又臭又污染。现在用手持激光头,三五分钟搞定一个模具,他说这玩意儿回本只用了两个月。
不过话说回来,激光清洗也有短板。比如,你如果想处理一个超大面积的、平整的钢板,效率可能不如抛丸。还有,如果是厚涂层,比如几毫米厚的油漆,激光就得反复扫,速度会打折扣。但要是处理复杂形状的零件,或者对基材损伤有零容忍要求的活儿,激光几乎是无敌的。
成本这笔账,到底怎么算?
这是每次我给客户做技术推荐时,必被问的问题。“这机器贵不贵?”“比喷砂划算吗?”我的回答从来不是简单的“是”或“不是”。
问:激光清洗机价格门槛那么高,中小企业用得起吗?
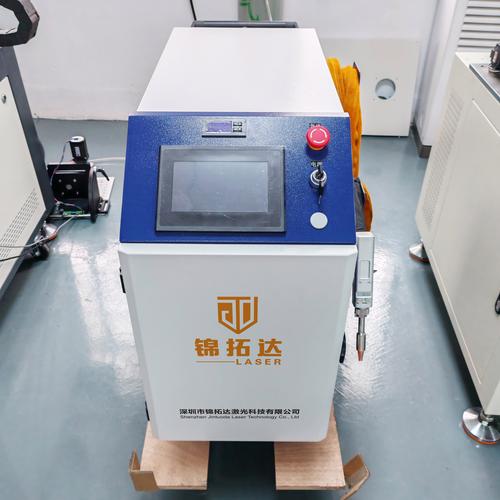
答:这得看你怎么算账。一台100W的手持激光清洗机,现在国产的也就十几万,进口的三十万上下。贵吗?看跟谁比。一台自动喷砂房也要几十万,还要配套空压机、除尘设备,每年砂子的消耗、废料的处理、人工防护成本……我算过一个做汽车配件翻新的客户,换成激光后,一年砂子省了八万,电费一个月多几百,但良品率从92%提到了99%——因为再也没有基材被打伤的问题了。还有,环保查得严的地方,喷砂房不让开了,你怎么办?激光清洗几乎不产生废弃物,顶多一点粉尘用吸尘器吸走。所以,不光是成本,更是合规性问题。❗
问:激光清洗对操作工的要求高吗?会不会难学?
答:说实话,比我想象的简单。手持的设备就跟拿个大号吹风机似的,按钮一按,光就出来。关键是要掌握焦距和扫描速度。我们车间老赵,原来干喷砂的,培训了两天,第三天就开始上手干活了。他说比拿喷枪轻松,手不麻。不过,护目镜一定要戴,激光的反射光挺厉害的,安全规范不能马虎。还有,对于自动化产线,可以用机器人夹着激光头走,编程稍微复杂点,但集成商都能搞定。
选型的那些坑,我替你踩过了
市面上激光清洗机一堆,参数眼花缭乱。💡 记住几个核心点:第一,功率。100W适合除浮锈、去油污;200W对付厚重一点的锈层和漆层;500W以上那是干大活儿的,比如船板除漆。别被厂商忽悠,功率虚标的有的是。第二,激光器品牌。锐科、创鑫这些国产的已经不错了,稳定性比五年前强太多,但你要追求极致的光束质量,IPG还是老大。第三,冷却方式。小功率的风冷就行,大功率必须水冷,注意水的纯净度,不然水路堵了麻烦死。
还有,别一上来就买整机。如果你有特定的零件,最好让厂家做工艺测试,拿你的样品去打一打,你看效果,拉拔力、粗糙度都测一下。我就吃过亏,买回来发现光斑模式不对,除锈后表面发黑,后来才知道是脉冲频率没匹配好。现在明白了,激光清洗的效果,30%靠设备,70%靠工艺参数。
可能有人会问,激光清洗能完全替代传统方法吗?我的观点是:不能,也没必要。很多场景下,喷砂、超声波、干冰清洗各有各的生存空间。但激光清洗正在吃掉那些高附加值、高精度的市场。比如航空航天、模具、电子、甚至医疗植入物。这些领域对表面完整性要求极高,传统方法要么有残留,要么有应力,激光恰好能解决这些痛点。
有次跟一个做飞机发动机叶片的工程师聊天,他说他们现在用激光剥除叶片上的热障涂层,一层脆性陶瓷,厚度控制极其严格。以前用酸洗,零件报废率高得吓人,换了激光后,几乎是零废品。他原话是:“这技术救了我们整个产线。”我听了挺感慨,工业这东西,有时候一个点的突破,就能带动整个链条升级。
最后聊几句心里话。干我们这行的,最怕的不是新技术,是傲慢。觉得老法子吃一辈子。激光清洗我从怀疑到接纳,花了两年,如今已经离不开了。它不是完美的,但它代表了一种干净、精准、可控的方向。如果你正在考虑上清洗设备,不妨给激光一个机会。别光听我说,去看,去试。实践出真知,对吧?