激光焊接现在火得不行。你去任何一家稍微上点规模的工厂,没几台激光焊接机都不好意思跟人打招呼。但——这东西真有那么神?我不说客套话,直接聊干货。
十年前我刚接触激光焊的时候,一台进口设备要几百万,现在国产的几十万就能拿下。价格跳水,技术却没跟上?其实不然。有些应用,激光焊确实甩传统焊接几条街。但有些场景,它就是个绣花枕头。
激光焊接到底强在哪?不服不行
先说最直观的。速度快。薄板焊接,嗖的一下就过去了,你还没反应过来,焊缝已经冷却。热影响区小得离谱,激光焊接的能量集中在微米级光斑上,周围材料几乎不受罪。变形?传统电弧焊能把钢板烤成波浪,激光焊出来还是平的。这就是为什么汽车车身、动力电池、医疗器械这些地方,疯狂用激光焊。

有人问过我:铜材、铝材反光那么强,能焊吗?✅能,而且效果不错,用蓝光或者复合焊轻松搞定。以前这不可想象。技术总在进步,对吧。
还有一点,跟自动化天生绝配。机械手夹着激光头,指哪打哪,一次成型。不像手工焊,师傅情绪不好就给你焊坨屎上去。咳咳,话题有点偏了。
质量一致性更不用提。人工焊总会有波动,激光焊只要参数定死了,出来的每一条焊缝都跟克隆似的。我遇到一个客户,做医疗器械,要求零缺陷。以前手工焊,每批都要返修;上了激光焊接产线后,一次合格率蹭蹭涨到99.5%。老板半夜笑醒。
问:激光焊接热影响区为什么这么小?答:能量密度高到离谱,可达10^6 W/cm²以上。焦点处瞬间汽化金属,热量根本来不及往旁边传就已经移走了。就像开水烫蚂蚁,只烫死一个点,其他蚂蚁还在跳舞。焊接速度快,线能量低,所以热影响区压到毫米级。对比电弧焊,那个热影响区,跟扇了巴掌留红印一样,一大片。
别光看优点,这些坑你避开了吗?❗
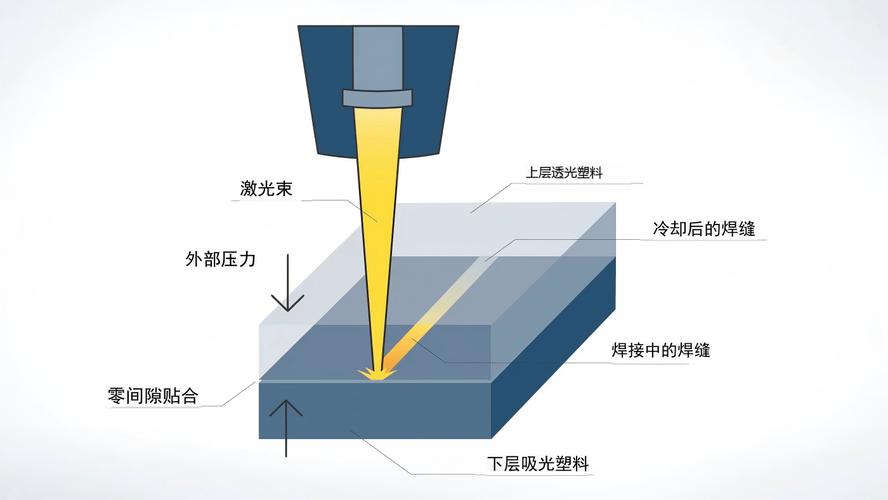
光说好的,那是销售。我得给你泼点冷水。激光焊接对装配精度要求之高,能逼死强迫症。间隙必须控制在0.1毫米以内,错边更是大忌。你以为激光会自适应?天真。它直来直去,要是缝隙大了,光斑溜过去,根本没焊上。这时候你就能明白什么叫“有缝就漏光”。
还有气孔。这是激光焊的家常便饭。母材表面的油污、锈迹,甚至空气中的水分,一被激光加热就爆发,在熔池里留下小洞洞。稍微不留神,焊缝就像月球表面。所以焊前清洁,保护气体(一般是氩气或氮气)的纯度和流量,一点不能马虎。
再就是飞溅。怕不怕?反正我被烫过好几次。参数没调好,焊接过程噼里啪啦,飞溅成渣。处理不好,产品美观度全毁,还可能要二次打磨。说实话,激光焊不是一劳永逸的。
问:经常出现气孔怎么办?答:三步走。第一步,查气:保护气体流量够不够?管路漏不漏?纯度高不高?第二步,查清洁:工件表面是不是有油有水?用丙酮擦干净。第三步,调参数:降低焊接速度,或者稍微加一点激光功率,让熔池有足够时间排气。如果还不行,考虑换保护气体种类,或者用摆焊功能。别死磕一个参数。
对了,说到成本。设备是便宜了,但维护费用呢?保护镜片几天就得换一片,万一激光器核心部件坏了,修一次够你买台新焊机。这点很多老板算不过账,最后大呼上当。💡选设备前,一定问清楚售后和配件价格。
光纤还是YAG?激光器怎么挑不踩雷💡

市面上的激光器,主流是光纤激光和YAG激光。以前还有CO2,慢慢少了。光纤激光电光转换效率高,免维护,寿命长,是现在的大热门。但YAG也有它的独到之处——脉冲波形可调,适合点焊和精密焊。你焊的是0.2mm的极耳,还是3mm的电池壳?这直接决定了你该掏钱给谁。
不要盲目追光纤。如果你的活需要深熔焊,光纤的优势很明显;但如果要做脉冲封焊,YAG可能更顺手。没有最好的,只有最合适的。
问:激光焊接和传统电弧焊,到底怎么选?答:看你的产要求。如果是薄板(<3mm)、大量生产、要求变形小、焊缝美观,果断激光焊。如果是厚板、工地现场、材料脏乱差,老老实实电弧焊或气保焊。成本也是考量,激光焊一次性投资高,但长期人工和打磨成本低。算总账,很多老板后来发现激光更划算。
最后啰嗦一句。激光焊接不是万能药,但它的确改变了很多制造模式。作为从业者,保持敬畏,不停学习,别被参数表忽悠了。自己去车间试,焊废几块板子,什么都会了。