说实话,很多厂子买设备时只看牌子,科倍隆、莱斯特瑞兹,砸钱不含糊,但真正决定产品质量的,八成在工艺细节。螺杆组合、温区设定、喂料稳定性——这里面弯弯绕绕太多了。今天就掰开揉碎聊聊,把那些教科书不写的门道抖出来。不是什么论文,就是我个人踩坑记录。先讲个最要命的点:螺杆组合。
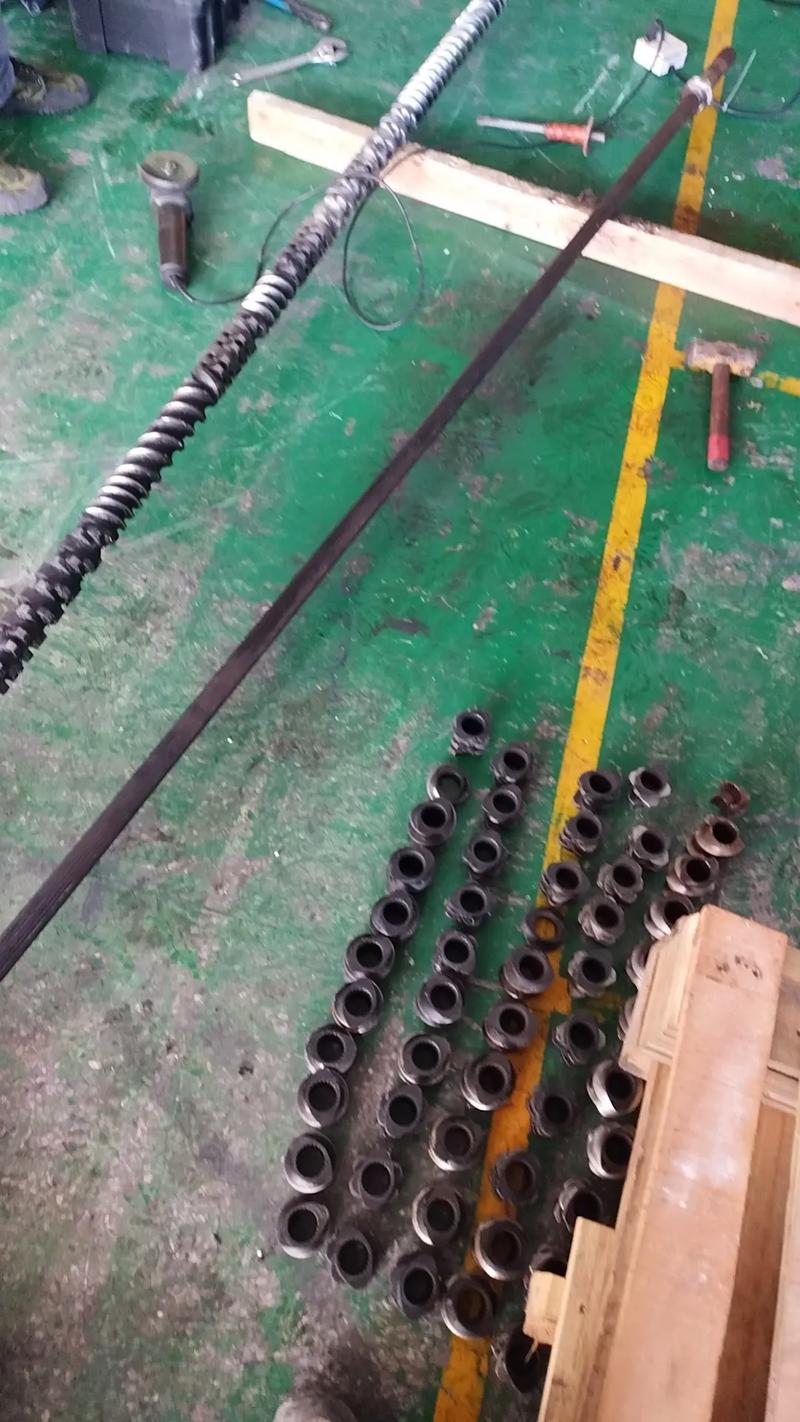
螺杆组合——别让设备商随便糊弄你
你一签合同,设备商就爱给你套“标准组合”。标准?那就是能转起来而已。真要混炼效果到位,你得自己懂螺纹元件怎么搭。输送块、捏合块、反向螺纹……捏合块的错列角差一度,分散效果能差一档。去年浙江做阻燃ABS那家,颗粒总带黑点,查到最后就因捏合块角度用错了,局部剪切过热。换了45°错列,立刻消停。信不信?
可这也不是说,剪切越强越好。你拿强剪切去打填充碳酸钙,物料在筒体里直接降解发黄,螺杆扭矩还猛跳。这时候该多用输送元件,把熔化段缩短。所以啊,工艺员必须学会看“停留时间分布”和SEI(单位能耗),不然纯靠猜,早晚亏本。
问:螺杆组合多久检查一次?我怎么知道组合不合适?
答:💡 常规物料三个月检查一次螺纹元件磨损,填充增强料一个月就得看。组合不合适最直观的表现——主机电流忽高忽低,熔压波动超过0.5MPa,或者切粒后颗粒端面有微小气孔。很多新手只看产量,不看能耗,结果电费烧得心疼。建议在模头前加装熔体泵,至少能稳定压力,但根源还在螺杆设计。说句不好听的,有些配方就得定制组合,省那点设计费,后面全赔在耗材上了。
温控——你以为设好了就完事?

温度是活的。同一个设定值,夏天和冬天,早晨和夜里,都能给你脸色看。尤其做尼龙那种结晶料,冷却水温波动2℃,结晶度就差一个数量级。我见过最离谱的操作:某车间模头温度设190℃,结果热电偶坏了两个月没人发现,实际温度掉到170℃,还在那猛加背压。出来的粒子脆得跟饼干似,客户直接退货。后来换成双支铠装热电偶,加装无纸记录仪,再没出过这问题。⚠️ 别迷信设备自带的温控表,定期拿手持测温枪校准是笨办法,但真管用。
还有,筒体冷却风机的滤网每周必须清。尤其做色母粒的厂,粉尘大,堵了风机,温度过冲,颜色批批不一致。你一调配方,以为是颜料分散问题,其实源头在风道!这些破事,书上哪会写?
切粒——最后一步,搞不好前功尽弃
水下切、水环切、风冷热切……选择多,坑也多。水下切粒机,刀速和动刀压力是灵魂。太快,产生粉尘;太慢,颗粒带尾巴。动刀弹簧预紧力一旦松驰,刀刃跟模板间隙变大,颗粒连在一起,那叫一个惨。有次去山东处理问题,切粒机刀轴跳动都半毫米了,操作工还跟我犟,说“一直这么用的”。拿千分表一打,他自己都不吭声了。
问:做改性工程塑料,究竟选哪种切粒方式?
答:⚠️ 如果是PA、PC这种硬料,务必用水下切粒,冷却效率高,颗粒规整。但做好粉末过滤,回水中那些超细粉堵了筛网,水温一高,完蛋。PP、PE软料用水环切够了,经济实惠。但切记:模板孔径与切刀转速必须匹配。简单公式:线速度(m/s)= π×模板直径(m)×转速(rps),线速度保持在4-6m/s比较稳。实际还得看物料粘度,高熔指料线速度要降下来。别再闭着眼瞎调了。
人——最不可控的那个变量
设备再好,配方再牛,交给不上心的人,分分钟搞出废料。操作工嫌喂料口粘料,拿个铁棍去捅,结果安全开关失灵,手指差点卷进去。这不是段子,是去年真事。还有喜欢在挤出机旁边放水杯的,水洒进料斗,水汽进螺杆,熔体像放鞭炮。❗这些细节,你不在现场盯着,永远不会知道。
所以我现在去工厂调试,头件事不是调参数,是盯人。盯住他们清机流程、换料记录、巡检频率。有些老板觉得我小题大做,等出了质量事故才明白。挤出造粒,归根结底是门“人机料法环”的平衡术。没有神话,只有一次次的校准、清洗、记录。最后啰嗦一句:备件别省,尤其螺杆元件、热电偶、切刀,这些是易损件,备足库存,出故障时你才知道什么叫救命。

好了,该说的都说了。能不能听进去,看缘分。这行当,经验全是用废料堆出来的。希望你的废料堆,能比我小一点。