选型别只看处理量
说真的,厂家给的样本参数,你信一半就够。处理量标的是理想工况,现实中呢?物料含水量一高,黏湿得糊腔,产量直接腰斩。还有进料粒度,千万别卡着上限买——比如标称最大进料800mm,你真天天喂800mm的石料?颚破的啮角根本吃不住,堵料停机的概率比中彩票还高。电动机功率更是个坑。我见过不少用户,觉得功率越大越保险,结果电耗飞起,破碎腔却没填满,实际上小于最佳转速,磨损还快。所以,看准物料密度、硬度,拿邦德功指数算一下,选个合适功率,配好皮带轮速比,才是正道。

实话讲,砂岩和花岗岩的破碎比完全两码事。选型前,把矿样送去做个磨蚀指数和普氏硬度测试,花十几万买设备,不差这几千化验费。
磨损件的那些事儿
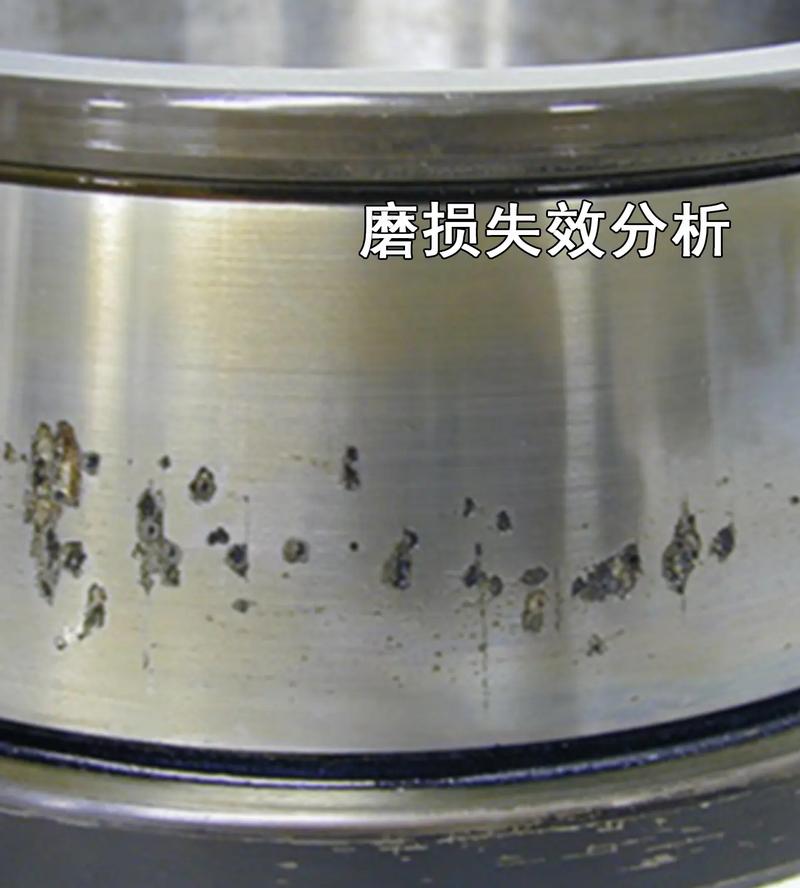
问:为什么我的破碎机衬板三个月就磨穿了?
答:多半是物料磨蚀性太强,你却用了普通高锰钢。像河卵石、花岗岩这类硬骨头,得用Cr26或陶瓷复合材料,多花点钱,省心一年。还有,喂料有没有混进铁块?那玩意一进去,衬板直接崩口。另外看看下料溜子角度,直接冲击机壳,再好的衬板也扛不住。
说到这,突然想起去年处理过一台反击破,板锤用了两周就严重磨偏。到现场一看,转子转速设定错误,物料冲击角度全歪了。简直让人吐血。
破碎腔型设计,不是玄学
圆锥破的腔型——平行带长度、齿形角度——直接决定成品粒型和产量。你以为厂家推荐的“标准型”就万事大吉?天真了。想多出瓜子片,平行带得加长,但处理量会降;要追求产量,腔型变陡,可针片状含量马上超标。没有万能腔型,只有匹配。
问:反击破出来的骨料粒型好,但为什么我的出了很多针片状?
答:转速和进料尺寸没匹配好。反击破靠高速冲击,转子线速度低于30m/s,软料还行,硬料根本打不散。还有,板锤磨损不均匀,赶紧检查一下转子平衡。其实,检查一下反击板间隙是否均匀——别小看那几十毫米偏差,出来的料就是方与扁的差别。
另外,湿法筛分得跟上。破碎机再牛,筛分效率掉链子,闭路循环里大块反复碎,不光粒型保不住,整个系统产量都垮。
💡 最近发现个小窍门:在反击破进料口安装一个简单的分料盘,让石料均匀散开,板锤寿命能延长20%以上。别问我怎么知道的,都是钱砸出来的教训。
实话讲,破碎机这行当,没有一劳永逸的解决方案。每个矿、每条线、每种料都得微调。那些张口就说“我的机器通吃”的,不是蠢就是坏。好了,就聊到这儿吧,再说下去又该心疼过去交的学费了。