2026-06-11 17:01:31 作者:网编
分类:文章
那天在车间,眼睁睁看着一片刚装上的砂轮崩碎,火星子擦着防护罩飞过去。后背瞬间湿透。
干了二十多年磨床,这种惊吓还是让人腿软。转头问操作的小伙子:“硬度选对了吗?磨料呢?”他一脸懵。得,事故根源就在这里——把工业砂轮当成标准件去买,图省事,差点出大事。
别被“工业砂轮”四个字骗了——它远比你想的复杂
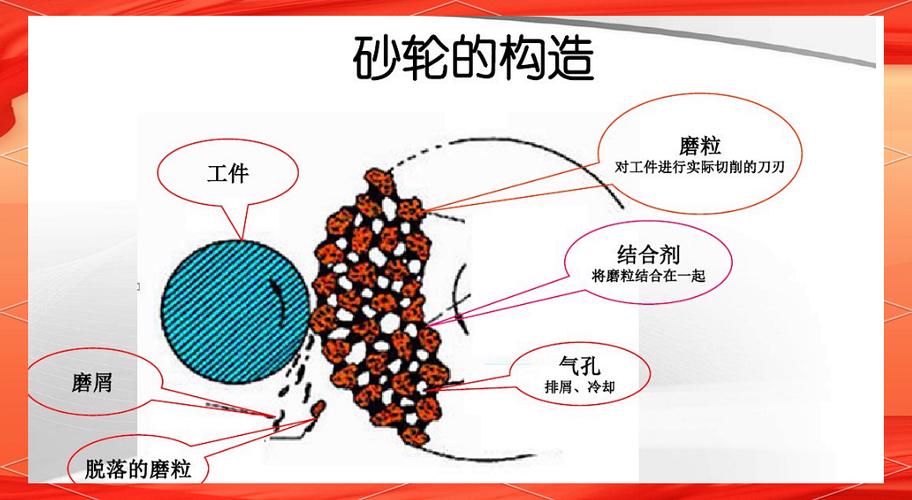
你以为它就是一片磨石头用的圆盘?还真不是。工业砂轮是磨粒、结合剂和气孔组成的复合材料体,每个要素的微小变动都会让性能天差地别。我去过不少工厂,采购员对着目录念型号,连磨料种类都分不清,这不出问题才怪。
刚入行那会,我也是这么干的。直到有一次磨高钒高速钢,用了普通刚玉砂轮,根本磨不动,反而把工件表面搞得一塌糊涂。师傅骂了我半小时,然后丢过来一片立方氮化硼砂轮——就那个贵得要命的CBN。装上之后,那感觉…就像热刀切黄油!连进给都轻快起来。我才明白,砂轮选型不是背参数,是理解匹配。
 工厂磨床上安装的大型工业砂轮特写,可见磨料颗粒和结合剂纹理
问:怎么判断一片砂轮该不该修整了?
答:听声音,看振纹。你站到磨床旁边,如果耳朵里是均匀的“沙沙”声,那还算正常;一旦出现间歇性的尖锐啸叫或者“噗噗”闷响,多半是磨粒钝了或者堵塞了。再摸一下工件表面——出现规律的波纹,或者肉眼可见的烧伤色,别犹豫,立刻修整。我见过最离谱的,是把一片砂轮用到直径缩了三分之一还在硬撑,结果效率低得没法看,还废了一批件。修整工具别凑合,金刚石笔该换就换,那点成本跟报废工件比根本不算什么。
工厂磨床上安装的大型工业砂轮特写,可见磨料颗粒和结合剂纹理
问:怎么判断一片砂轮该不该修整了?
答:听声音,看振纹。你站到磨床旁边,如果耳朵里是均匀的“沙沙”声,那还算正常;一旦出现间歇性的尖锐啸叫或者“噗噗”闷响,多半是磨粒钝了或者堵塞了。再摸一下工件表面——出现规律的波纹,或者肉眼可见的烧伤色,别犹豫,立刻修整。我见过最离谱的,是把一片砂轮用到直径缩了三分之一还在硬撑,结果效率低得没法看,还废了一批件。修整工具别凑合,金刚石笔该换就换,那点成本跟报废工件比根本不算什么。
磨料、粒度、硬度、结合剂——四把钥匙开一把锁
说实话,搞懂这四个维度,基本能应对80%的磨削场景。但很多人卡在“硬度”这个概念上。
工业砂轮的硬度不是指磨粒本身的硬度,而是结合剂把持磨粒的能力。硬度高的砂轮,磨粒不容易脱落,适合磨软材料,比如未淬硬钢、铜合金;硬度低的砂轮,磨粒钝了能及时脱落露出新锐磨粒,适合磨硬材料或导热差的材料,比如淬硬钢、硬质合金、钛合金。这逻辑是不是有点反直觉?软料用硬轮,硬料用软轮。因为软材料容易让磨粒扎进去,需要更强把持力;硬材料则要求磨粒快速更替,避免摩擦热过高。
再说粒度。46#、80#、120#……数字越大颗粒越细。粗磨留大余量,用36#、46#;精磨要光洁度,上80#、120#甚至更细。但有个坑:细粒度砂轮容易堵,得配合开槽或更软的硬度。我吃过亏——曾经用120#砂轮磨不锈钢,三分钟就糊住了,像拿了块砖头在磨,表面马上变色。后来换成60#,同时提高工件转速,问题解决。
 显微镜下工业砂轮表面的磨粒分布和结合剂桥结构
问:为什么同样标号的砂轮,不同批次效果差那么多?
答:这是个好问题,也是车间里的常见痛点。问题往往出在平衡性和组织均匀度上。大厂产的砂轮,混料、成型、烧结工艺控制严格,内部密度和磨粒分布均匀,动平衡好,震动小。小厂或者劣质品,可能同一片砂轮上,半边硬半边软,一转起来就跳,修整都修不平。我就买过一批便宜货,装上后整台磨床都颤,以为是主轴坏了,拆下砂轮检查,发现灌胶孔都打偏了。后来长记性:批量生产时,先试磨一件,测圆度、粗糙度,没问题再上量。另外,有条件的话用声速法测测硬度均匀性,虽然麻烦,但比事后返工强。
显微镜下工业砂轮表面的磨粒分布和结合剂桥结构
问:为什么同样标号的砂轮,不同批次效果差那么多?
答:这是个好问题,也是车间里的常见痛点。问题往往出在平衡性和组织均匀度上。大厂产的砂轮,混料、成型、烧结工艺控制严格,内部密度和磨粒分布均匀,动平衡好,震动小。小厂或者劣质品,可能同一片砂轮上,半边硬半边软,一转起来就跳,修整都修不平。我就买过一批便宜货,装上后整台磨床都颤,以为是主轴坏了,拆下砂轮检查,发现灌胶孔都打偏了。后来长记性:批量生产时,先试磨一件,测圆度、粗糙度,没问题再上量。另外,有条件的话用声速法测测硬度均匀性,虽然麻烦,但比事后返工强。
结合剂里的门道——陶瓷、树脂、橡胶、金属,怎么选?
多数通用场景用陶瓷结合剂,因为它刚性好、耐热、化学稳定性好,但脆,不适合冲击。树脂结合剂弹性好,适合高速切断、开槽,也常用于抛光。记得有一次加工轴承滚道,用陶瓷结合剂砂轮频繁崩边,换树脂结合剂后,刃口保持度好多了,寿命也长了一截。
橡胶结合剂一般用在无心磨导轮和超薄切断砂轮,韧性好,能做得非常薄。但耐热性差,不能用于重负荷。金属结合剂则主打金刚石或CBN超硬磨料砂轮,电镀或者烧结的,用在玻璃、陶瓷、硬质合金这类难加工材料上,磨削比高得惊人,就是得注意散热,不然结合剂会软化。
说到散热,我特别想吐槽一下冷却液。多少人对它不重视啊!磨削区域温度瞬间能到1000°C以上,冷却液跟不上,砂轮和工件都玩完。我建议高压大流量,喷嘴对准接触弧区,别省那点泵的功率。有一次客户投诉我们供的砂轮磨削时冒火花,现场一看,冷却液管歪了,根本没浇进去。调整后,火花消失,光洁度也上来了。
问:什么时候该用超硬磨料砂轮?
答:看你磨啥。如果是普通钢材,刚玉类足够,经济实惠。但一旦碰上钛合金、高温合金、硬质合金、陶瓷这类家伙,刚玉上去就是“硬碰硬”,磨粒很快磨损或破碎,效率极低。这时候就得请出金刚石或者CBN砂轮。金刚石主要对付非铁材料,CBN用于铁族金属,因为金刚石在高温下会与铁反应。我搞过最典型的一个案例:磨削一种镍基高温合金叶片榫齿,普通砂轮磨一个报废一个,换CBN陶瓷结合剂砂轮后,单件成本下降40%,精度还更稳定。当然,初期投入高,但算总账是值的。前提是机床刚性要好,跳动小,否则超硬砂轮的优点发挥不出来。
安全使用与存放——别让砂轮变成“暗器”
工业砂轮是高速旋转件,线速度动不动60m/s、80m/s,万一碎裂,碎片就是子弹。所以,安装前必须敲击检查:用木槌轻轻敲击侧面,声音清脆无裂纹——对了,陶瓷结合剂的清脆声像敲瓷器;声音发闷可能有裂纹,坚决不用。存放要立着,放在干燥恒温处,树脂结合剂的还要注意保质期,过期会老化。
法兰盘大小要合规,至少是砂轮直径的三分之一,两侧垫上厚度均匀的纸垫。拧紧螺母要对称逐步加力,别用加长杆蛮拧。启动后,空转至少5分钟,躲开正对砂轮的方向。别笑,我见过不少人启动后就站那看,得改。操作规程是血写的。
这几年我还发现一个趋势:随着精密磨床的普及,在线动平衡和声发射监控越来越重要。以前靠人工听声音判断砂轮状态,现在传感器能实时反馈修整时机,甚至自动补偿。有条件的企业该上就上,别死在“老师傅经验”上。当然,基础原理还得懂,不然参数都不会调。
说到这,想起一件挺无奈的事。有次去兄弟厂参观,看到他们磨精密主轴,砂轮修整全凭手感,修整笔走的速度忽快忽慢。我说你们修整参数没固化吗?他们说一直这么干。后来我给了一个修整参数表:修整深度0.02mm,修整速度0.2mm/rev,修整笔圆角半径0.5mm。调好后,圆度立刻从0.003mm提到0.001mm以内。对方技术员连说没想到。其实没什么高深,就是把变量控制住。
问:陶瓷砂轮和树脂砂轮在修整上有什么不同?
答:有本质区别。陶瓷砂轮修整时,金刚石笔可以相对粗暴,因为结合剂脆,容易断裂露出新刃,修整效率高。树脂砂轮由于结合剂有弹性,修整时如果进给太大会引起局部发热,可能把树脂烧糊,反而堵塞容屑空间。所以修树脂砂轮要“细水长流”:小切深、慢进给,甚至要用旋转金刚石修整器,边修整边冷却。修完后最好用油石撩一下砂轮表面,把半脱落的磨粒去掉,不然初始切削力会波动。我有次修树脂砂轮图快,把砂轮表面烧黑了,废了整片轮,想起来就肉疼。
 工人在磨床上使用金刚石笔修整工业砂轮的场景,火花四溅
说到底,工业砂轮这东西,看着粗笨,实际上精细得很。每次去选砂轮,我都像开盲盒——当然,是基于参数和经验去猜,但总有超出预期的时候。有时供应商说这批次硬度偏硬半级,实际用下来反而寿命提升;有时创新结合剂号称能磨200个件,结果80个就废。这些都需要在实战中积累。所以别迷信广告,试切最真实。
最后啰嗦一句:买砂轮别单看单价,算综合成本。我们厂曾改用一家略贵但寿命长30%的砂轮,同时减少了换刀辅助时间和报废率,全年算下来省了十几万。老板这才服气。
行了,今天就扯这么多。去车间再转转,可别让哪个愣头青又给我装错砂轮了。
工人在磨床上使用金刚石笔修整工业砂轮的场景,火花四溅
说到底,工业砂轮这东西,看着粗笨,实际上精细得很。每次去选砂轮,我都像开盲盒——当然,是基于参数和经验去猜,但总有超出预期的时候。有时供应商说这批次硬度偏硬半级,实际用下来反而寿命提升;有时创新结合剂号称能磨200个件,结果80个就废。这些都需要在实战中积累。所以别迷信广告,试切最真实。
最后啰嗦一句:买砂轮别单看单价,算综合成本。我们厂曾改用一家略贵但寿命长30%的砂轮,同时减少了换刀辅助时间和报废率,全年算下来省了十几万。老板这才服气。
行了,今天就扯这么多。去车间再转转,可别让哪个愣头青又给我装错砂轮了。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业砂轮选购硬核指南:磨床老师傅的私藏笔记
文章链接:https://www.zystgy.cn/a/52699