2026-06-11 17:12:32 作者:网编
分类:文章
上周车间老张又冲我吼了——‘这破砂轮,磨个淬火钢跟挠痒痒似的!’我一看,得了,又是个拿白刚玉磨硬料的典型惨案。说实话,工业磨料这玩意儿,选错一次,够你糟心一个月。产量上不去,表面粗糙度像搓衣板,砂轮还动不动崩块……亏钱事小,安全问题更大。❗
所以今天这篇,不扯虚的,就聊聊我二十年踩过的坑,和一些你用钱都不一定买得到的经验。你准备好了吗?
选磨料,先看硬度?别天真了
很多人一上来就问:我要磨淬火钢,得用最硬的磨料吧?硬度排序谁不懂?金刚石>立方氮化硼>碳化硅>刚玉。错!这思路只对了一半。💡
工业磨料的核心性能是硬度和韧性的平衡。太硬但脆,磨粒还没怎么干活儿自己先碎了,切削力是强,但寿命短得离谱。比如你用绿碳化硅磨硬质合金,硬度是够,但磨粒一碰就碎,磨削比惨不忍睹。反过来,韧性好但硬度不足,磨粒“钝”了也不碎,就在那儿打滑,工件表面烧伤、裂纹全来了。
我经常举一个例子:棕刚玉磨削淬火钢,为什么还行?因为棕刚玉韧性比白刚玉好,虽然硬度低一点,但自锐性合适,磨粒微裂后又能漏出新刃口。好了,现在看这个:
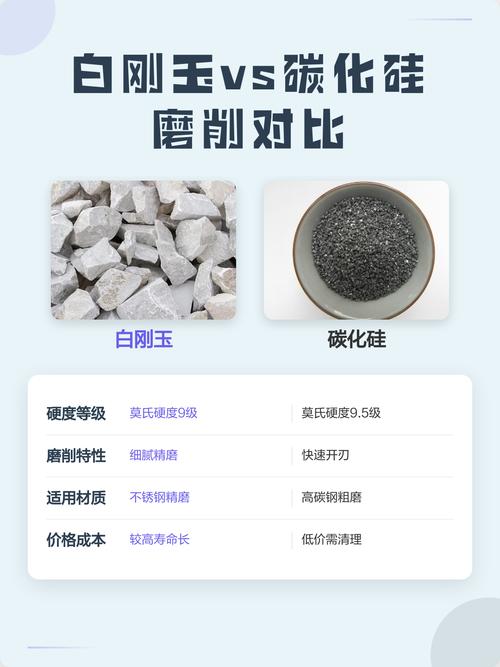 磨料硬度与韧性关系图表 刚玉碳化硅对比
所以,选磨料第一原则:匹配工件材质,不是越硬越好。咱们车间有个口诀:
– 磨软料,用硬磨料;
– 磨硬料,用韧磨料。
别反着记,反着记就悲剧了。
问:白刚玉和棕刚玉到底怎么选?
答:记住,工业磨料里白刚玉纯度高、硬度高、脆性大,适合磨削高速钢、工具钢这类容易烧伤的料,因为自锐性好、磨削热低;棕刚玉韧性好,抗破碎,适合磨削抗拉强度高的材料,比如普通碳钢、合金钢、淬硬钢。别问为什么,试过就懂,尤其磨螺纹、齿轮时,棕刚玉砂轮保形性更好。但如果是镜面抛光,白刚玉磨料又占优,因为它磨削时不容易产生划痕。二选一纠结时,看你对寿命和表面粗糙度的侧重。
磨料硬度与韧性关系图表 刚玉碳化硅对比
所以,选磨料第一原则:匹配工件材质,不是越硬越好。咱们车间有个口诀:
– 磨软料,用硬磨料;
– 磨硬料,用韧磨料。
别反着记,反着记就悲剧了。
问:白刚玉和棕刚玉到底怎么选?
答:记住,工业磨料里白刚玉纯度高、硬度高、脆性大,适合磨削高速钢、工具钢这类容易烧伤的料,因为自锐性好、磨削热低;棕刚玉韧性好,抗破碎,适合磨削抗拉强度高的材料,比如普通碳钢、合金钢、淬硬钢。别问为什么,试过就懂,尤其磨螺纹、齿轮时,棕刚玉砂轮保形性更好。但如果是镜面抛光,白刚玉磨料又占优,因为它磨削时不容易产生划痕。二选一纠结时,看你对寿命和表面粗糙度的侧重。
粒度:不只是数字游戏
粒度这事,绝对是工业磨料应用里最容易被低估的坑。你选个60#的觉得挺细,结果磨出来满身划道,反过来怪砂轮不好,你不冤吗?
简单说,磨料粒度从4#(粗得像碎石头)到1200#(细如粉尘),每个范围都有它该干的活儿。但关键在哪里?在“级配”和“修整”。我见过太多人,砂轮钝了不知道修整,就加大压力,最后工件尺寸跑了,又怪机床不行。
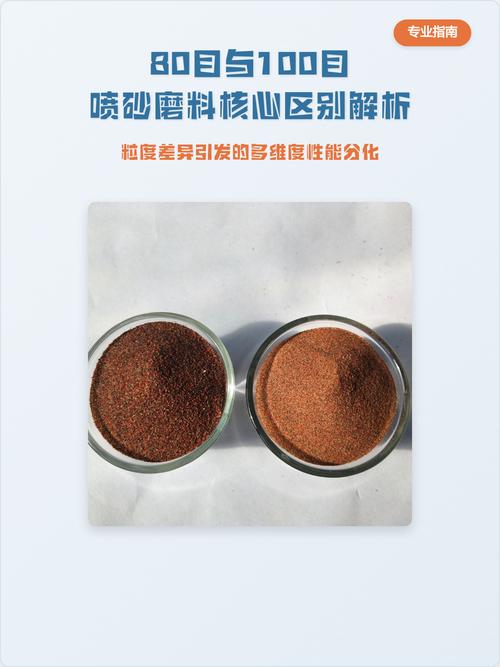 磨料粒度微观放大对比 36目与80目颗粒
粗粒度(比如36#)适合大吃刀量粗磨,排屑快,不易堵塞;细粒度(比如120#以上)追求低粗糙度,但必须浅切深、充分冷却,否则一烧一个准。还有个冷知识:混粒度磨料(比如46#和80#混合)在某些情况下能兼顾效率和光洁度,日本人用得特精,咱们这边还不太普及。
问:为什么我磨出来的表面总是有规律的振纹?
答:大概率不是因为工业磨料粒度,而是砂轮平衡和修整问题。如果砂轮没做静平衡,或者修整时金刚笔不够锋利、进给不均匀,就会在磨粒表面留下规律的螺旋痕,直接复映到工件上。✅ 解决方法:买个好点的金钢石修整笔,修整时保持恒速,切削液必须充分,并且修整后记得用油石背一下砂轮表面去掉浮粒。再不行,检查一下主轴间隙。
磨料粒度微观放大对比 36目与80目颗粒
粗粒度(比如36#)适合大吃刀量粗磨,排屑快,不易堵塞;细粒度(比如120#以上)追求低粗糙度,但必须浅切深、充分冷却,否则一烧一个准。还有个冷知识:混粒度磨料(比如46#和80#混合)在某些情况下能兼顾效率和光洁度,日本人用得特精,咱们这边还不太普及。
问:为什么我磨出来的表面总是有规律的振纹?
答:大概率不是因为工业磨料粒度,而是砂轮平衡和修整问题。如果砂轮没做静平衡,或者修整时金刚笔不够锋利、进给不均匀,就会在磨粒表面留下规律的螺旋痕,直接复映到工件上。✅ 解决方法:买个好点的金钢石修整笔,修整时保持恒速,切削液必须充分,并且修整后记得用油石背一下砂轮表面去掉浮粒。再不行,检查一下主轴间隙。
结合剂:磨具的灵魂
 结合剂:磨具的灵魂
磨料再好,结合剂拉胯,全是白搭。陶瓷结合剂、树脂结合剂、橡胶结合剂、金属结合剂,每种都像一种性格。
陶瓷结合剂:刚性强、脆,适合成型磨削,精度保持性好,但怕冲击,线速度不能太高。树脂结合剂:有弹性,不易烧伤工件,广泛用于薄片切割、重负荷荒磨,但不耐高温,碰到冷却液不足就软了。橡胶结合剂:适合精磨、导向轮,韧性好。金属结合剂(青铜、铸铁):超硬磨具比如金刚石砂轮常用,结合力强、耐磨,适合切脆硬材料像陶瓷、玻璃。
工业磨料和结合剂的匹配,就像好马配好鞍。千万别用树脂结合剂去干干磨硬质合金,热积累分分钟让结合剂碳化,砂轮报废。
问:为什么有些磨具会突然碎裂?
答:八成是结合剂没选对,或者存储不当受潮了。陶瓷结合剂砂轮储存环境湿度大,强度会下降,一上机床高速旋转就炸。❗ 还有,砂轮线速度超过额定值,也是作死。超硬磨具更别乱来,必须严格按说明书。每次装夹必须均衡锁紧,听声音也能辨好坏,敲一下,清脆声是正常,闷响带破声就扔了吧。
另外,在精密磨削里,工业磨料的微粉团聚、结合剂的气孔分布,直接影响磨削比和表面完整性。这东西,说实话,没点化学和材料学底子真玩不转。不过话说回来,现在的制造商都给了推荐表,照做就行,别创新,真别创新。
结合剂:磨具的灵魂
磨料再好,结合剂拉胯,全是白搭。陶瓷结合剂、树脂结合剂、橡胶结合剂、金属结合剂,每种都像一种性格。
陶瓷结合剂:刚性强、脆,适合成型磨削,精度保持性好,但怕冲击,线速度不能太高。树脂结合剂:有弹性,不易烧伤工件,广泛用于薄片切割、重负荷荒磨,但不耐高温,碰到冷却液不足就软了。橡胶结合剂:适合精磨、导向轮,韧性好。金属结合剂(青铜、铸铁):超硬磨具比如金刚石砂轮常用,结合力强、耐磨,适合切脆硬材料像陶瓷、玻璃。
工业磨料和结合剂的匹配,就像好马配好鞍。千万别用树脂结合剂去干干磨硬质合金,热积累分分钟让结合剂碳化,砂轮报废。
问:为什么有些磨具会突然碎裂?
答:八成是结合剂没选对,或者存储不当受潮了。陶瓷结合剂砂轮储存环境湿度大,强度会下降,一上机床高速旋转就炸。❗ 还有,砂轮线速度超过额定值,也是作死。超硬磨具更别乱来,必须严格按说明书。每次装夹必须均衡锁紧,听声音也能辨好坏,敲一下,清脆声是正常,闷响带破声就扔了吧。
另外,在精密磨削里,工业磨料的微粉团聚、结合剂的气孔分布,直接影响磨削比和表面完整性。这东西,说实话,没点化学和材料学底子真玩不转。不过话说回来,现在的制造商都给了推荐表,照做就行,别创新,真别创新。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业磨料选型实战:别再被砂轮折磨了
文章链接:https://www.zystgy.cn/a/52700