锯片这东西,选对了顺滑得像切豆腐,选错了——崩刃、尖叫、糊味,样样都来。说实话,我干机械这行十五年,在锯片上栽的跟头,比机床故障还多。第一次用硬质合金锯片切不锈钢,直接打掉三颗齿,工件飞出来差点报废。💢
锯片的“钢”与“齿”:材质决定下限,齿形决定上限
很多人以为锯片就是一片带齿的圆铁,对吧?大错特错。锯片基体的材质才是根本。市面上主流就三种:高速钢(HSS)、硬质合金(TCT)、金刚石(PCD)。高速钢韧性好,但硬度一般,切普通钢材还行,碰到高碳钢立马疲软。硬质合金呢,硬度高、耐磨,可它脆啊——稍微一振刀,整片就崩给你看。至于金刚石锯片,那是切陶瓷、玻璃甚至碳纤维的狠角色,但你如果用它切普通圆钢?等着刀头直接融化吧,别问我怎么知道的。😫
再说齿形。平齿、左右齿、梯平齿、高低齿……你以为在背菜谱?其实每种齿形的排屑、抗冲击、表面光洁度完全不同。切实木,左右齿最常用,因为排屑槽大,不容易塞锯末;切铝型材,必须用梯平齿,不然铝屑黏刀,两分钟就糊。我一个徒弟曾拿错锯片切亚克力,那声音,整个车间以为进了女妖。❗
切木头还是切铁?选错锯片比切坏活儿更糟心

木工锯片切金属?赶紧打住。锯片设计时,前角、后角、齿数全是按被切材料算好的。切木头的齿数少、容屑大,切金属的齿数密、进给慢。有次赶工期,我硬拿切钢的锯片去裁复合板,结果板边崩得像狗啃——不得不重做一批。更恐怖的是安全风险:锯片转速不对,或者夹持不当,轻则甩齿,重则片体碎裂。这不是危言耸听,我亲眼见同事的防护罩被击穿。😱
问:切不锈钢管,总是烧锯片,齿尖发蓝,怎么破?
答:烧锯片99%是因为冷却不足或者进给太快。不锈钢导热差,必须用含钴的M42高速钢锯片或者涂层硬质合金锯片,转速降到切碳钢的一半,加足切削液,还得用波形刃齿形来断屑。别省那点冷却油,否则一把好锯片三分钟报废。

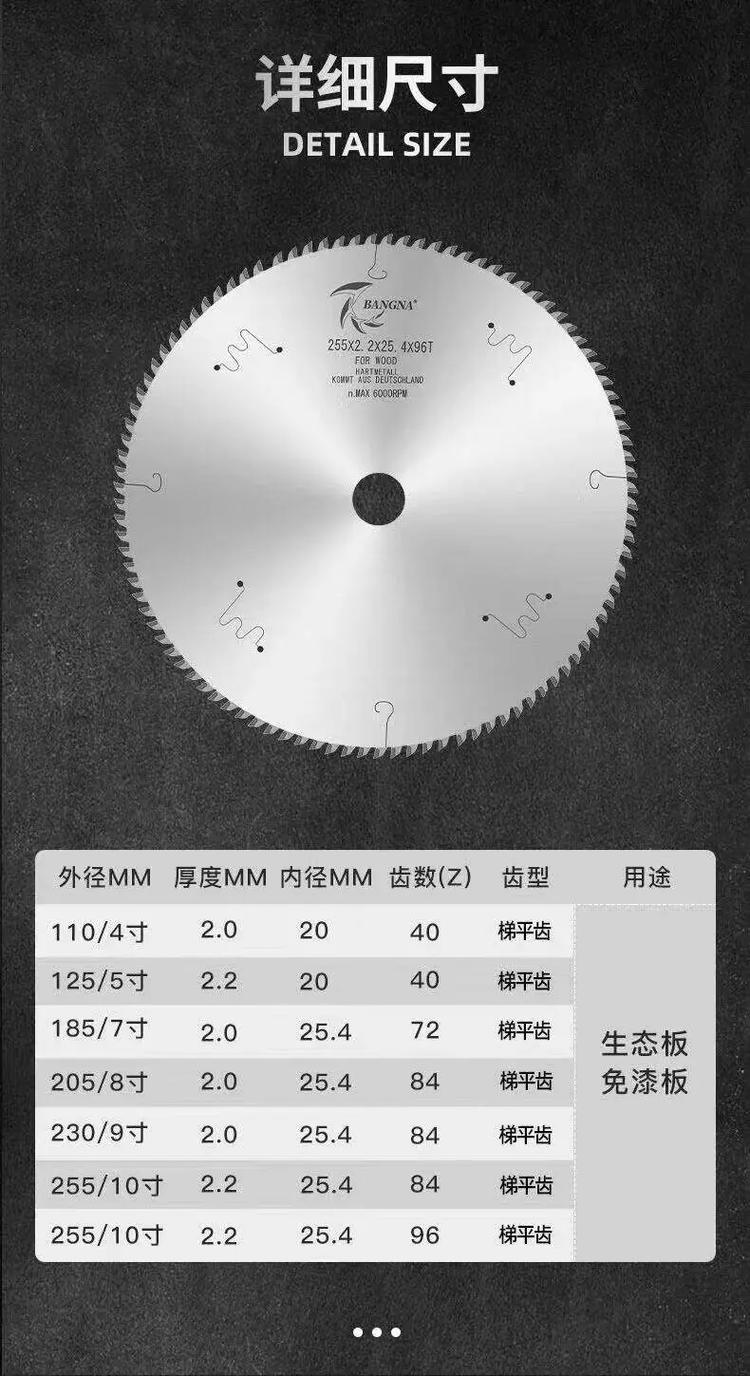
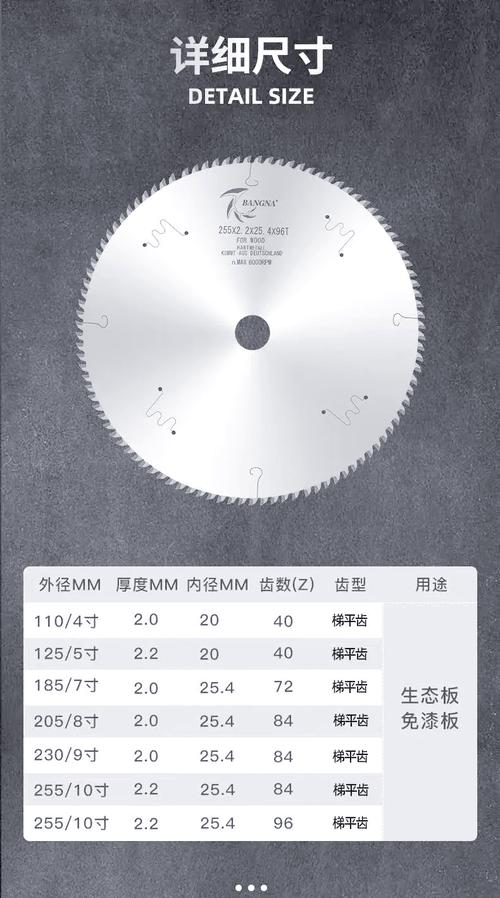
问:锯片直径和齿数怎么选?有没有万能公式?
答:没有万能公式,但有底线原则。切薄壁管,齿数要密,至少80齿以上,防止卡齿;切厚板或实心材,齿数要少,60齿左右,保证容屑。直径越大,线速度越高,锯片基体必须更厚,否则摆动大。我常用的笨办法:听声音——顺滑的“嘶嘶”声就对了,一旦出现“嘎嘎”的冲击声,立即停机。
锯片保养:别等锯齿飞出来才后悔
一把好锯片,用好了能修磨五六次,用不好一次就完蛋。✅ 存储时平挂、避免潮湿——锯齿生锈比崩刃更恶心,因为修磨都救不了。💡 日常清洗不能用钢丝刷,会破坏涂层,用专用的树脂清洗剂,泡十分钟,再软毛刷刷。最关键的:重磨必须找专业设备,手工打磨角度的误差,会让锯片在高速下偏摆,后果你懂的。
还有,别忽略法兰盘!很多振动问题根源在法兰盘不平或夹紧力不均匀。我习惯用千分表打一下侧摆,超过0.05mm就得调整。磨刀不误砍柴工,这个步骤能省你好几百块钱。
问:锯片用过一段时间后,切面粗糙、有毛刺,是钝了吗?
答:大概率是。但先别急着重磨,检查一下齿尖是否有积屑瘤——尤其是切铝合金时。用放大镜看,黄白色的小瘤就是,用铜刷轻轻刷掉,锯片可能还能再战几小时。如果确已钝化,找专业修磨厂,别自己上砂轮,角度差0.5度,锯片就废了。

工作这些年,我床子底下攒了十几片报废锯片,每一片都是一个教训。这行当没有捷径,唯有吃透材料、齿形、工况三者之间的关系。有时候,越简单的工具,越讲究细节——对吧?