干机加工这行,谁还没断过几支丝锥?M3的断盲孔里,M10的崩在孔口,最惨一次,钛合金件上连断三支,直接废了整个工件,老板脸都绿了。说实话,这些糟心事,我全经历过。
后来慢慢琢磨——丝锥这东西,远不是“买来就攻”这么简单。从材质、涂层、丝锥结构,到攻丝参数、润滑液、甚至装夹方式,每一个环节都可能成为断锥的元凶。没错,就是那种让人想砸机床的抓狂瞬间!

为什么你的丝锥总断?问题可能出在“头”上

很多人以为丝锥断是因为太硬——其实恰恰相反。当切削刃崩口,或者切屑堵塞导致扭矩骤升时,韧性不足的丝锥会直接脆断。有一次我用普通高速钢丝锥攻304不锈钢,第二个孔就听见“啪”一声,清脆得让人心碎。后来换了含钴的粉末钢,再加TiAlN涂层,同一个活儿,一支丝锥干了400个孔。
还有一个极易被忽略的点:丝锥的导锥角(lead)。盲孔攻丝必须用螺旋槽丝锥,而且导锥要短——也就是几牙开始切削?3-4牙比较适合盲孔,能把切屑往后排。通孔呢?用直槽或螺旋尖,导锥可以长些,把切屑往前推。选错一次,代价可能就是昂贵的工件变成废铁。
润滑冷却——别再用菜油糊弄了
想起我刚入行那阵,看师傅拿豆油往丝锥上刷,还以为是什么绝学……后来才明白那是无奈之举。现代攻丝,尤其是不锈钢、钛合金这类难加工材料,必须用专门的攻丝油或极压乳化液。我一直推荐含硫、氯添加剂的攻丝膏——尤其在盲孔攻丝时,把它涂在丝锥沟槽里,能明显降低摩擦,切屑也更容易排出。当然,如果是批量数控加工,高压内冷才是王道,不过对一般车间来说,用好点的攻丝油就已经是巨大进步了。

底孔直径——差0.1毫米,结果天壤之别
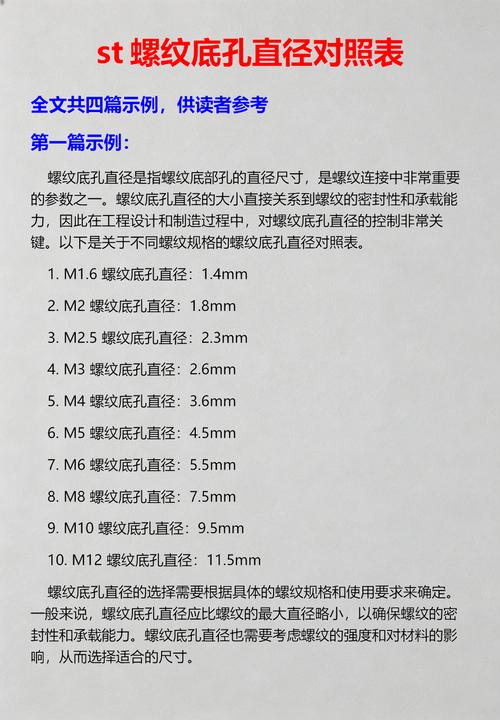
螺纹底孔钻多大的?大部分人说查表。但表上给的范围往往偏保守,比如M6粗牙标准底孔5.0mm,但在某些材料上,你非得打到5.1甚至5.2mm才安全。为什么?因为螺纹成形时材料会回弹,丝锥承受的扭矩不像纸上数字那么简单。我在钛合金上试过,按标准底孔攻丝,丝锥寿命只有30个孔;底孔放大0.05mm,寿命直接翻倍。当然也别放太大,螺纹量规卡不住就尴尬了。
这里给个实用建议:底孔直径 = 螺纹大径 – 牙距 × 系数,系数在0.85到0.95之间,软材料取小值,硬材料取大值。现场调整,得靠手感与扭矩监控。
问:手攻和机攻丝锥可以通用吗?
答:严格来说不行。手用丝锥一般按套装,头锥、二锥、精锥分担切削量;机用丝锥通常单支完成,切削锥更长。手攻讲究慢、垂直、不断回断排屑;机攻讲究速度、冷却、精确底孔。如果用机用丝锥手攻,极易因摆动大而崩刃。相反,把手用丝锥夹在机床上,同心度不够也会出问题。不过在一些小批量、软材料场合,我确实拿机用丝锥手攻过——前提是导锥够长,而且你手艺要够稳。
问:涂层到底能提升多少?值不值得多花钱?
答:绝对值!尤其是那些被难加工材料折磨过的同行,肯定懂。以攻304不锈钢为例,无涂层高速钢丝锥可能攻10个孔就磨损,TiN涂层能到100个左右,TiAlN或者AlCrN涂层可以到400甚至更多。而且涂层带来的不仅是寿命,还有螺纹光洁度的提升。不过要注意,涂层丝锥需要涂层后重新磨铲背,否则涂层在切削刃上太厚反而变钝。买涂层丝锥,我建议认准大品牌,小厂涂的往往均匀性很差。
装夹与机床——丝锥折断的隐形杀手

看到过太多人,丝锥装在普通钻夹头上就攻丝,结果丝锥摆动得跟跳舞似的。钻夹头跳动大,加上丝锥本身细长,在孔里稍有歪斜,瞬间就会别断。一定要用ER弹性筒夹或者专用攻丝夹头,最好带有扭矩保护或者轴向浮动功能。如果是数控机床,刚性攻丝设置里,进给率与转速的匹配必须精确到小数点后两位,否则丝锥就像被硬挤进孔里,分分钟扭断。我遇到过一次,只是输错了丝锥螺距(把1.25输成1.5),听着声音就不对,还没来得及拍急停,丝锥已经断了——连哭都来不及。
当然,就算万事俱备,有时候还是会中招。比如零件材料内部有硬质点、砂眼,或者上一道工序加工硬化没去除。这时候,只能长叹一声,把断了的丝锥取出来……那又是另一门手艺了:如果断得平,可用硬质合金钻头慢慢啃;断在孔里偏深,就得用电火花打。所以说,攻丝这个工序,考验的是前前后后一整套系统的配合,一丝大意,满盘皆输。
回到最朴素的真理:买好丝锥,别贪便宜;尊重材料特性;花心思在底孔和润滑上;最后,保持机床精度。丝锥虽小,但它攻出来的螺纹,往往决定了整个设备联接的可靠性。干机械这行,细节里藏着魔鬼,也藏着真功夫。