2026-06-11 16:17:31 作者:网编
分类:文章
我在车间待了快二十年,见过太多人栽在钻头上。说实话,一根小小的钻头,有时候真能搞砸一整個订单。
硬质合金还是高速钢?这根本不是成本问题
很多人一上来就说:“硬质合金太贵了,我们用高速钢的就行。” 对吧?听起来很会省钱。但真要算账呢——硬质合金钻头寿命长、效率高,尤其钻铸铁、淬硬钢,那是高速钢完全没法比的。我曾经遇到一个工件,42CrMo调质到HRC35,高速钢钻头上去三秒就冒烟,工人差点把主轴给憋停了。后来换上涂层硬质合金钻头,线速度直接拉到80m/min,进给0.25mm/r,干得那叫一个顺溜。更别说批量生产,换刀时间和废品率降下来,成本其实更低。不过话说回来,要是就钻几个普通A3钢小孔,高速钢钻头又便宜又方便,刃磨也简单。
这里有个坑——涂层。TiN、TiAlN、还有AlCrN,别看字母差不多,用处天差地别。TiAlN适合干式高速切削,耐热好;TiN是通用型,但要是碰上不锈钢或者钛合金,TiN那点润滑性根本不够看。我记得有次试钻Inconel 718,用TiN涂层的钻头,钻一个孔就粘屑断刀。换成AlCrN的,寿命翻了五倍不止。❗经验告诉我:别迷信一种涂层打天下。
 硬质合金钻头涂层颜色对比 车间实拍
问:钻深孔时总是断钻头,怎么解决?
答:深孔钻孔(深度大于5倍径)最大的敌人是排屑和冷却。首先,尽量用抛物线槽型钻头,容屑空间大。其次,一定要用啄钻循环(G83),别傻乎乎一钻到底。切削液压力要够高,最好有内冷。参数上,线速度比普通钻孔低10-20%,进给也要减小。断刀很多是因为切屑堵在沟槽里,硬挤断的。还有,检查一下钻头跳动,超过0.03mm就是找死。
硬质合金钻头涂层颜色对比 车间实拍
问:钻深孔时总是断钻头,怎么解决?
答:深孔钻孔(深度大于5倍径)最大的敌人是排屑和冷却。首先,尽量用抛物线槽型钻头,容屑空间大。其次,一定要用啄钻循环(G83),别傻乎乎一钻到底。切削液压力要够高,最好有内冷。参数上,线速度比普通钻孔低10-20%,进给也要减小。断刀很多是因为切屑堵在沟槽里,硬挤断的。还有,检查一下钻头跳动,超过0.03mm就是找死。
钻尖几何——被忽视的“艺术”
现在的钻头,钻尖形状五花八门。标准118°顶角应付一般钢材还行,但是钻铝,那个角度太钝了,容易挤压变形,出来孔壁粗糙。应该用130°-140°更尖锐的钻尖。钻不锈钢呢?又要考虑分屑槽、横刃修磨。很多人根本不磨横刃,直接就钻孔,那轴向力大得吓人,机床咣咣响。我学磨钻头那会儿,师父要求手工刃磨后横刃宽度在0.3-0.5mm,两个主切削刃对称误差小于0.02mm。现在都用数控磨刀机了,但还得懂原理。有一次,一个学徒把横刃修磨成S形,钻出来孔大了一圈,因为定心不好。所以,理解钻尖几何是避免废品的关键。
问:钻出来的孔总是偏大或呈椭圆形,是什么原因?
答:最常见的原因是钻头刃磨不对称,两个切削刃角度或长度不一致,导致径向力不平衡。其次,可能是主轴跳动太大,或者钻头没装夹好。用刀口尺和放大镜检查切削刃对称性。有时候工件材质不均匀、有硬点也会造成孔变椭圆。另外,钻头细长、缺乏合适的钻套引导时,也容易跑偏。解决:磨好钻头,检查主轴精度,必要时用中心钻先打定心孔。
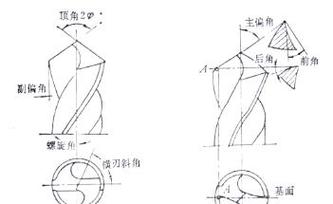 钻尖几何角度标注示意图
说到刃磨,现在很多年轻技工完全依赖机械刃磨,手工磨钻头技能快失传了。有一回外协厂送来一批修磨的钻头,我拿起来一看,横刃宽得像饺子皮!这能钻动才有鬼。气得我打电话骂了一通。不过,手工磨确实需要长时间练习。我建议起码要会修磨横刃和主切削刃,现场应急的时候太重要了。
💡一个小技巧:钻薄板的时候,用薄板钻头(三尖钻),能有效防止孔形失真和钻头被咬住。就是把钻尖磨成中心尖高、两侧尖低,像三叉戟。钻透瞬间受力均衡,孔圆、毛刺少。我原来做机箱机柜,1mm不锈钢板钻孔,用这个办法废品率从15%降到几乎为零。
钻尖几何角度标注示意图
说到刃磨,现在很多年轻技工完全依赖机械刃磨,手工磨钻头技能快失传了。有一回外协厂送来一批修磨的钻头,我拿起来一看,横刃宽得像饺子皮!这能钻动才有鬼。气得我打电话骂了一通。不过,手工磨确实需要长时间练习。我建议起码要会修磨横刃和主切削刃,现场应急的时候太重要了。
💡一个小技巧:钻薄板的时候,用薄板钻头(三尖钻),能有效防止孔形失真和钻头被咬住。就是把钻尖磨成中心尖高、两侧尖低,像三叉戟。钻透瞬间受力均衡,孔圆、毛刺少。我原来做机箱机柜,1mm不锈钢板钻孔,用这个办法废品率从15%降到几乎为零。
切削参数与冷却——别让钻头“热死”
钻头的切削速度不是越快越好。尤其是加工不锈钢、高温合金,发热量巨大,冷却不到位,刃口很快就烧糊了。我见过有人干304不锈钢,线速度给到30m/min,还没加切削液!那钻头红彤彤的,没几下就断成了麻花。其实不锈钢钻孔,线速度控制在15-20m/min比较安全。进给要狠一点,进给小反而让钻头在表面摩擦硬化层,死得更快。别心疼钻头,该给大进给就得给。
内冷钻头现在是趋势。高压切削液直接冲到刃口,排屑降温一举两得。但是记得过滤!切屑堵塞不仅毁钻头,还容易刮伤孔壁。💡我的习惯:深孔加工每钻10-15倍径深度,退刀清理一次切屑,顺便检查钻头刃带磨损。
问:钻头崩刃是什么原因?如何预防?
答:崩刃多数是切削参数不当、冲击或材质问题。比如钻头碰上工件内部的硬质点、缩孔、夹杂;或者进给率太高,瞬时过载;还有钻孔出口处如果没有降低进给(G83啄钻最后一下要用G01缓慢穿透),极易崩刃。预防措施:使用韧性好的钻头基体材料(比如含钴高速钢);采用合适的切削参数;在出口前降低进给速度;确保工件夹持稳固。有时候,钻头本身有微小裂缝,用之前最好用放大镜看看。
最后想聊聊,现在的钻头品种简直眼花缭乱。什么整体硬质合金内冷钻头、可换头钻头、枪钻、BTA深孔钻… 选型不光看材料,还要看机床刚性、工件形状、精度要求。有一次,我们加工一个深300mm的孔,径长比1:40,普通钻头根本不行,试了枪钻,但是机床没有高压内冷装置,最后用了BTA钻,从刀具公司借了套设备,才搞定。所以,设备配套也很关键。
说实话,钻头这个领域,不算什么高科技,但细节太多。每个环节差一点,最后孔的质量就差一大截。我强烈建议每个机加工车间都建立钻头使用档案,记录寿命、参数、失效模式,优化起来有据可依。不然,就是在烧钱,还耽误时间。
希望这些碎碎念能给你们一点启发。不写了,得去检查夜班那批钻头的磨损情况了。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:钻头那些事儿:选不对、磨不好,你的车间就是在烧钱
文章链接:https://www.zystgy.cn/a/52695