干了十几年工艺,最怕听到的一句话就是:“这把刀咋又不锋利了呢?” 车刀,车刀,这玩意儿看着简单——不就一块磨出刃口的金属块吗?可你信不信,就那几个角度,选不对,再牛×的机床都得出废品。我刚入行那会儿,仗着学过几天理论,在车间里调刀,结果愣是把一根φ50的45钢轴干成了麻花状,表面粗糙度Ra直奔25.0!师傅叼着烟,斜眼瞅我:“书念多了吧?” 那种尴尬……
说实话,车刀的几何角度,才是所有切削加工的根。你主轴转速再高,进给再稳,刀尖跟工件接触的那一瞬间,角度决定了切屑怎么流、力往哪使、热往哪散。问题是,好多伙计搞不清前角、后角、刃倾角到底咋配合,一磨刀就是瞎怼。❗
车刀角度,到底是啥神仙玩意儿?
别被那些名词吓着。咱们拿外圆车刀为例,最核心的就四个角度:
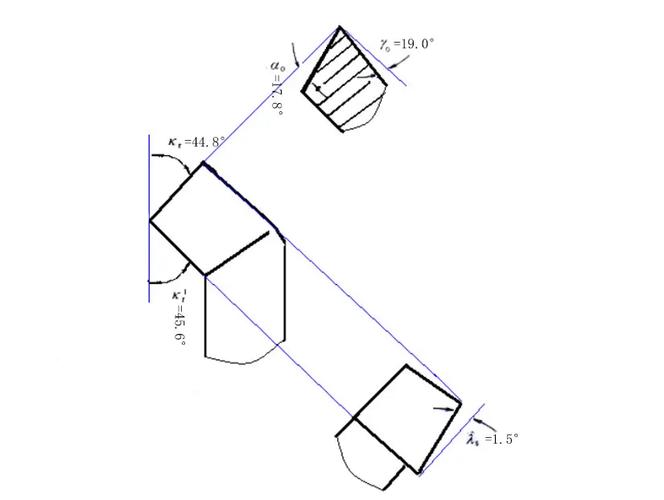
前角(γ):前刀面与基面的夹角。简单说,就是刀尖前面的那个坡。前角大,刀就“快”,切起来像切豆腐,但是……强度下来了,容易崩。你车铝、铜这些软料,前角搞到15°甚至20°,嘿,那叫一个顺畅!反过来,车淬硬钢、铸铁,前角得小,甚至负前角,靠挤靠碾把铁屑带走。
后角(α):后刀面与切削平面的夹角。后角不给够?那就等着刀具后面“蹭”工件吧!摩擦生热,一会儿刀尖就红了,寿命直线下降。但也不能太大,太大散热差,楔角太小,强度又不行。一般硬质合金车刀后角5°~8°就挺合适。
主偏角(κr):主切削刃与进给方向的夹角。这个角度直接影响径向力。你车细长轴,主偏角敢选45°?径向力顶得工件弯弯绕绕,振得跟跳大神似的!老老实实用90°偏刀,径向力几乎为零,稳当。✅
刃倾角(λs):刀尖相对于基面的倾斜角度。正刃倾角,切屑往远离加工面方向飞,适合精车;负刃倾角,保护刀尖,粗车铸铁、锻件时耐撞。
这些角度搁在一块儿,就像一支篮球队,得搭配着来。我见过有小伙子在一把高速钢车刀上,前角磨了25°,后角只留了3°,结果刚上刀架,还没切两下,后刀面就磨出一道沟——报废!这不是瞎折腾嘛。
角度选错,灾难现场实录

有一次,车间接了一批不锈钢304的活。一个老师傅抢着磨刀,非说“前角大点好断屑”。结果呢?刀一上去,吱吱嘎嘎,切屑卷成团缠在刀杆上,连带着把已加工表面划得稀巴烂。最后换我调试:前角降到10°,主偏角改成75°,再在断屑槽上开了个R0.5的小圆弧——嗡的一声,切屑乖乖断成C形飞出去了!老师傅在旁边嘟囔:“年轻人懂个啥……” 可是活干出来,粗糙度Ra1.6,他也没吭声了。
你说,崩刃是咋回事?多数时候不是刀片材料不行,是刃倾角没选对。切削时刀刃不是整个同时接触工件,如果刀尖先撞上去,冲击全集中在那一点,不崩才怪。所以粗加工,刃倾角给我调负个3°~5°,让刀刃先从中部切入,缓冲一下。💡
问:“切不锈钢总粘刀,换把涂层车刀还是改角度?”
答:涂层能降摩擦,但根源在温度和切屑流向。粘刀是因为切屑在高温高压下“焊”在刀上了。增大前角、减小主偏角,让切屑薄而宽,散热快,同时把切削液对着刀尖冲,能缓解一大半。再不济,用PVD涂层的硬质合金刀片,表面更光滑。
还有一次烦心事:车一个薄壁套,内孔公差0.02mm。我用了把主偏角93°的镗刀,结果车出来三棱形,圆度超差!后来才想通,主偏角太大导致径向力小,可背向力(吃刀抗力)却变大了,薄壁件受不了那挤压力,变形了。换了主偏角75°的刀,加大后角到12°,问题立刻解决。那种瞬间豁然开朗的感觉,比发奖金还爽!
硬质合金还是高速钢?不是单选题
现在讲车刀,不光是角度,刀片材料也得聊。高速钢韧性好,容易磨,但红硬性差,六七百转就开始软化。硬质合金呢,硬度高、耐磨,但脆。你要是车一根直径30的调质钢,用高速钢慢慢啃,也行,但效率呢?反过来,用硬质合金,切削速度唰唰提上去,表面光得能照镜子。可要是遇到断续切削,比如车个带键槽的轴,硬质合金刀片咔嚓一下就崩了。这时候,你还真得用回高速钢或者韧性好的硬质合金牌号。

涂层?现在谁不用涂层!TiN金光闪闪,TiAlN黑黝黝的,那玩意儿就像给刀片穿了身盔甲。但别指望涂层能挽救离谱的角度。我见过有人买了最贵的刀片,前角磨得跟狗啃的一样,照样十分钟报废,还抱怨“这刀片不行”。唉……
问:“同样的车刀,一样的参数,为啥隔壁老王的活又亮又光,我的就全是振纹?”
答:八成是角度匹配问题。振纹来源于振动,振动又多半由径向力或切屑冲击引起。试试减小主偏角(让径向力增大一点点,反倒能镇住振动?不对,其实要看你系统刚性)。如果系统刚性足够,主偏角75°、前角-5°、刃倾角-3°,配合低转速高进给,能断屑又能减振。但如果是细长轴,刚性差,用90°偏刀,前角大点,让切削轻快。没有万能公式,必须试。
写到这,想起刚工作时,师傅让我磨一把60°螺纹车刀。我对着砂轮干磨,刀尖角度、两侧后角、前角,全凭手感。磨完一看,刀尖圆弧太大,螺纹底径都窄了。师傅看了一眼,扔给我一块样板:“照着磨,磨完用样板透光看。” 那一下午,我磨了六把刀,废了四根刀杆,最终磨出一把合格的。现在都数字化了,数控刀片往刀杆一拧就行,可那股子“手磨刀”的敬畏感,没了。
车刀啊,就是个矛盾体。你想锋利,就得牺牲强度;你想长寿,就得降低切削效率。而角度,就是平衡这些矛盾的支点。别光盯着目录上的切削参数,拿起刀片,自己琢磨那几个面、那条刃,试试不同的搭配。有时候,一个微小的角度变化,能把你从阴影里拽出来。❗