刀-工件-机床三角恋,匹配不上就准备报废
很多人选刀只看材料硬度,错得离谱。HRC50的钢,你用HRC70的硬质合金,肯定能切对吧?但切出来粗糙度像拉毛玻璃,然后刀尖莫名其妙崩个口子。为什么?热硬性、韧性、化学亲和性,这三个隐身BOSS很少出现在采购单上。比如高速钢刀具,红硬性差,但韧性极好,干些长悬伸的钻孔、铰孔,反而比硬质合金靠谱。有一回我加工一种沉淀硬化不锈钢,试了七八款通用刀片,寿命都不到15分钟,车间主任脸都绿了。最后换了无涂层细颗粒硬质合金,并且把线速度从120硬砍到60,你猜怎么着?四十分钟稳稳的。所以参数第一,匹配第二,刀具本身只是棋子。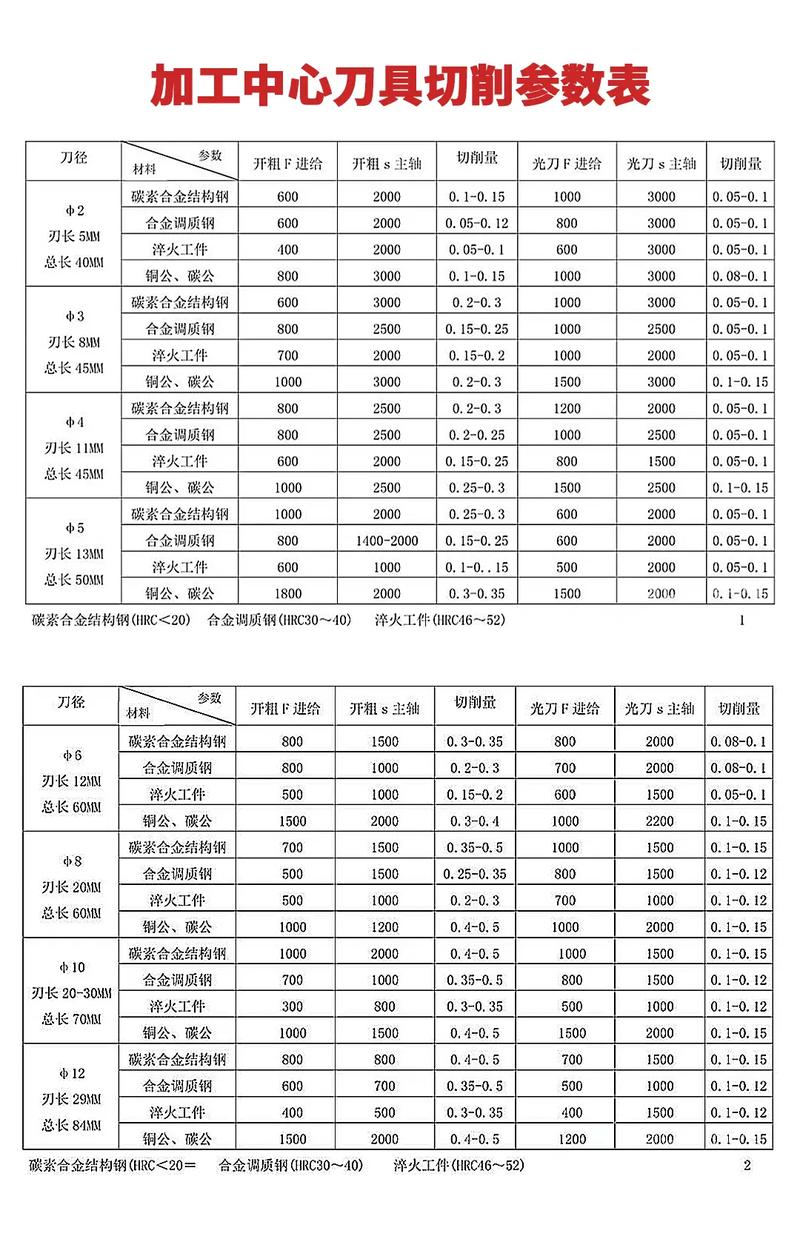
涂层那层“彩虹膜”,是天使也是魔鬼
涂层刀具刚出来那阵,我觉得这简直魔法:灰扑扑的基体镀上一层金色或黑色的膜,寿命翻倍。后来被坑过才知道,涂层不匹配特定工况,就是负优化。我这辈子忘不了,加工一炉调质合金钢,供应商拍胸脯说“我们新出的TiAlN涂层,通用性超强”,结果切了三个件,后刀面磨损就超标了。原来那层膜在高温下生成氧化铝保护层,但我的切削区温度根本没到那个阈值。膜还没起作用,基体先软了。 所以呢,选涂层别光看颜色。简单粗暴的准则:高速连续切削,首选AlTiN或AlCrN基的,耐热好;低速断续切,或者不锈钢这种黏刀材料,TiCN或CrN基更抗崩。还有,涂层厚度不是越厚越好,有些刀片宣传3微米5微米,你车削用那么厚,刃口钝化半径变大,小切深纯粹在刮擦而非剪切。我一度为此扔了半盒新刀片。 问:“拿什么判断涂层脱落是正常磨损还是质量问题?” 答:看脱落位置和形态。如果只在切削刃附近、呈逐步剥落,且你切的是高硬材料或干切,大概率正常;要是前刀面大面积整块崩掉,或者刚用就掉色,那基本是前处理附着强度没做好。可以用显微硬度计配剖面切割检测,但现场土办法:用一把未用的同批次刀片,在普通钢上轻划几下,有明显划痕留白,涂层和基体结合力不足。别问我多久学会的——学费就是废掉的一批零件。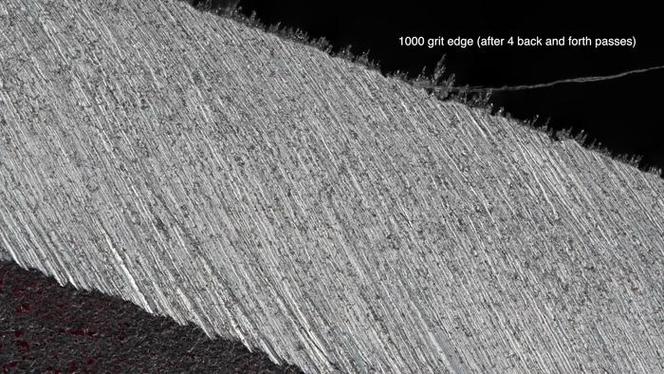
切屑才是真正的“黑匣子”
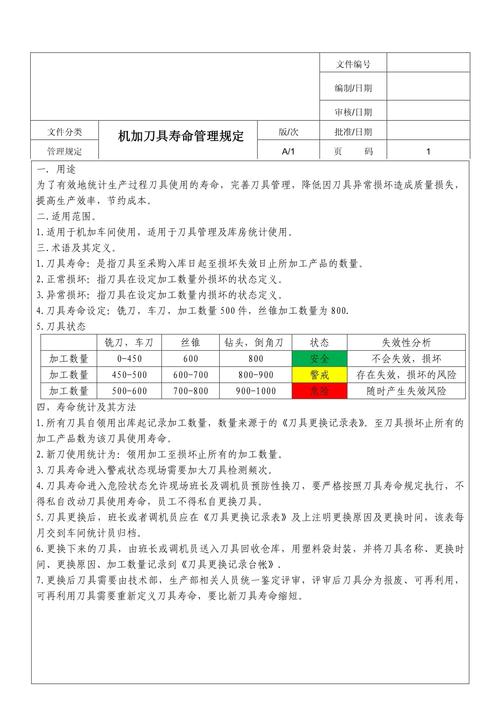
刀具寿命管理的成本陷阱