设计不是画图,是预判物料行为
很多新手以为,挤出模具就是把口模形状画出来就行。大错特错。熔体在模腔里的流动,跟水不一样——它是非牛顿流体,黏度随剪切速率变化。所以流道设计必须考虑压缩比、分流角度,还有定型段长度。❗ 一个常犯的错误:为了加工方便,把流道做得太对称。其实挤出时压力分布往往不均匀,适当采用非对称设计反而能补偿模唇出口的流速差异。 说实话,我也吃过亏。早些年做一个PVC异型材模具,流道完全按教科书上等速设计,结果挤出速度一边快一边慢,调了好久才发现是冷却水槽的牵引波动影响了。后来干脆在流道里加了个阻流块,问题才解决。这东西没有定式。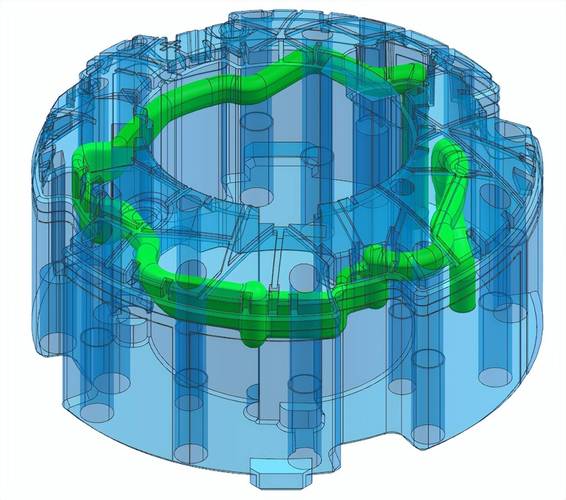
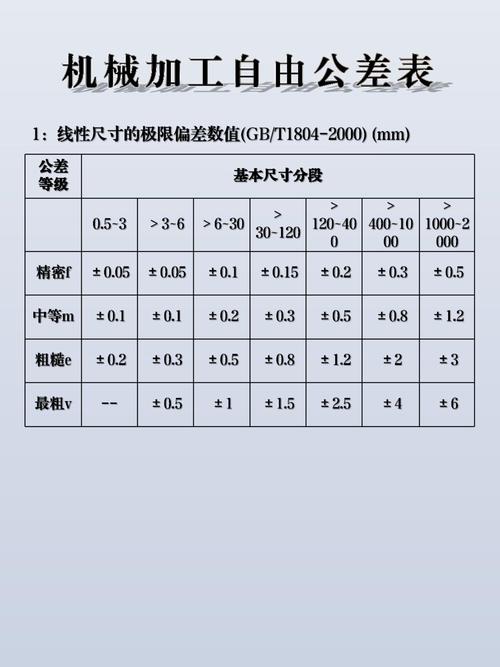
加工精度:差0.01毫米就给你颜色看
调试现场的血泪史
有次客户急着要一种PC灯罩,模具到了后连夜试模。流道设计没问题,加工精度也量过,但挤出来就是有晶点。排查了螺杆、干燥、温度,最后发现是模具抛光残留的研磨膏没清洗干净!烧了三天三夜的料才冲干净。所以,新模具的清洁度太重要了,往往被忽略。 还有一个常见坑:加热棒的分布。挤出模具通常分区加热,但热电偶位置如果不合理,温控是假的。比如口模区域温度显示180℃,实际由于散热,模唇边缘可能只有160℃。这时候就需要用红外测温仪校准,或者贴片热电偶实测。别信仪表,信手的感觉——老师傅都这样。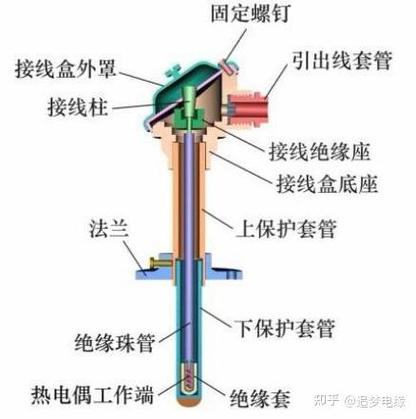
维护保养,延长模具寿命的关键