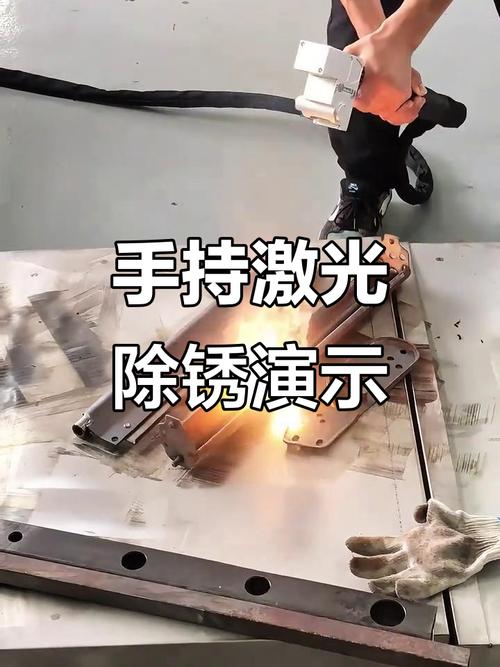
说实话,第一次在现场看激光清洗,我整个人是懵的。一道绿光扫过去,锈得掉渣的钢板就这么一点点露出金属本色,没有火星四溅,没有刺鼻药水味,甚至……有点安静。同事捅了捅我,说:这玩意儿能干掉涂层、油污、氧化皮,连核电站都在用。我当时就想,这些年我们还在吭哧吭哧搞喷砂打磨,是不是太落伍了?
后来跟着项目跑了不少厂,见了太多案例,槽点和惊喜一样多。今天就想跟你聊聊这技术——不是那种教科书式的讲解,就是天马行空聊聊,想到哪说到哪。
激光清洗到底是个啥?不是星战武器
简单说,就是用高能量激光束打在污染物上,让它们要么瞬间气化,要么被震碎剥离。关键是——基材几乎毫发无伤。因为激光波长、能量密度、脉冲宽度这些参数可以调得极其精确,清洁阈值刚好卡在污染物与基底之间。这就厉害了,好比用手术刀剔骨头上的肉,刀锋只走筋膜,不伤骨头。
但别以为它万能。有一回在船厂,工人师傅拿个手持激光头对付厚厚的旧漆,结果效率低得让人想哭——漆层太厚,激光扫描速度必须降到蜗牛爬,还不如传统喷砂快。后来才知道,那种工况该用纳秒脉冲激光,他们拿台连续波机器硬上,能怪谁?

所以选型是个大坑。市面上常见的:连续激光适合大面积粗糙除锈;脉冲激光(纳秒级)搞精密零件、模具清洗;超快激光(皮秒、飞秒)贵得要命,但文物修复、半导体行业离不了它。能量密度、光斑尺寸、扫描速度,差一点结果天差地别。
问:激光清洗会不会把金属表面打坏?
答:问得好,这也是我刚接触时最担心的。答案是:参数对就不会。激光清洗有个“阈值”,污染物去除阈值低于基材损伤阈值。好比用巧劲抖掉桌上的灰,不伤桌面。但要是参数选错,比如能量密度太高、停留时间太长,照样能把好钢烧出麻点甚至微裂纹。所以一定要做工艺测试,看基材的金相变化。有些厂家说“绝不伤底材”,你听听就好,别全信。
还有个事特有意思——激光清洗能除油但不除锈,或者能除锈但除不了氧化皮。全看材料对特定波长吸收率。比如铝材用1064nm光纤激光除氧化层就吃力,得上脉冲激光或者调成合适波长。这里头学问深了,我们团队踩坑无数才摸到点门道。
它的优点让人上头,缺点也很要命
说优点:环保,完全不用化学试剂,产生的只是少许粉尘,抽走就行;精细,模具接缝里的微米级残留都能清掉;非接触,不用力就不变形,薄板件、精密齿轮尤其适用;能自动化,接个机械臂,流水线24小时干。
但槽点也不少。首先就是慢!比起喷砂,大面积除漆效率差一大截。再有就是贵,好点的脉冲激光清冼机,几十万起步,老板听了血压都高。维护也不省心,激光器、振镜都是精密件,车间粉尘大的地方,得配专门冷水机和防护罩,不然三天两头坏。还有操作门槛,不是拉个人培训两天就行的——我就见过操作工把光斑定在一处不动,三秒钟烧穿板子。
问:激光清洗能代替喷砂吗?
答:看场合。喷砂便宜、暴力、对大面积低精度要求简直无敌。但如果你在修一台航空发动机涡轮叶片,或者要给高铁车体除锈同时保留底漆,那只能上激光。现实是:两者互补,不是替代。复杂曲面、角落,激光头伸得进去;大面积平板,喷砂爽快多了。聪明厂子现在把激光做精洗工序,喷砂做粗洗,成本和质量都兜得住。
这几年行业卷得飞起,但也暗藏机会
前些年做激光清洗的没几家,价格死贵。现在呢,国内厂商一拥而上,手持式脉冲清洗机价格腰斩不止,功率还越做越高。200W、300W脉冲,以前不可想象,现在满大街了。好处是普及加快,坏处是质量参差。有些小厂机子,标称500W,实测能有一半就不错,光斑模式也稀烂。你要是采购,千万带样件去实测,别光看参数表。
另一个有意思的方向是激光清洗+智能化,比如配视觉系统自动识别污染区,调参自适应。我们试过一套,识别油污和锈斑,自动切换参数,确实省心,但稳定性还得打磨。再就是复合清洗,激光加超声波、激光加干冰,把各自的短板补一补。未来十年,这行肯定大变样。
(写到这突然想起个事:有次在展会上见一台激光清洗机演示,来回扫一个生锈的齿轮,激光打上去滋滋响,旁边老外瞪大眼睛录像。那一刻觉得这技术真性感。)
但话说回来,别被酷炫宣传忽悠。它就是个工具,用对地方神兵利器,用错地方废铁一堆。你自己需要什么,得门儿清。
最后给点实在建议:如果你正考虑上激光清洗,先拿你最难搞的零件去试工艺,算清电费、耗材(其实主要是保护镜片)、折旧,比传统方法省多少?环保附加值和工人安全也别漏算。还有,注意激光安全!那道光反射到眼睛可不是开玩笑的,防护眼镜、防护罩、连锁门一样不能少。
好了,啰嗦这么久,手都酸了。激光清洗这一路看下来,我有惊喜也有失望,但总体觉得它是值得拥抱的变革——就是别神化它。如果你有具体工件想评估,欢迎拿过来一起研究,咱们就泡杯茶,慢慢试。