去年有个客户,花三十万买了台进口设备,标个铝件愣是比不上隔壁六万块的国产机。不是机器不行,是他压根没搞懂自己需要什么。说实话,这行水挺深。参数表上一堆天文数字,看晕了也没用,得亲自上手趟一遍那些坑,才能悟出门道。今天不聊虚的,捞点干货。
精度粉饰的陷阱
一提激光雕刻,销售张嘴就是“重复精度±0.001mm”。听着特高级,对吧?实际打标效果从来不是由这个数字决定的。光斑直径才是关键。你用的场镜焦距多大?1064nm光纤机的光斑能缩到20μm以下就算不错了,这还得搭振镜的状态、电机的响应。
我测过一台标称精度0.005mm的机器,打个0.2mm高的字符,笔画边缘糊成一团。后来发现振镜漂移没校准——这玩意儿受温度影响极大,车间里空调一关,下午的活儿就没法看。所以别被实验室数据忽悠。

还有个坑:平面上的高精度不等于曲面上的高精度。有些工件带弧度,振镜场曲补偿不到位,边缘就变形。我一般拿块镜面不锈钢,用不同速度打五组同心圆,拿显微镜看圆度。好的?四条边都利索;差的?像被狗啃过。❗ 买设备前务必带样现场试打,别信厂家的演示文件——那都是调了不知道多少遍的参数。
速度的障眼法
激光打标参数表里那个“扫描速度7000mm/s”看得人热血沸腾。醒醒!那是振镜空载摆动的极限速度,实际加工速度连它的十分之一都不到。为什么?因为你得填充图形。
问:我买了一台20瓦光纤机,打标速度标称7000mm/s,为什么实际加工一个logo要30秒?
答:速度参数只是振镜扫描速度,就好比赛车场最快圈速,跟实际通勤两码事。logo加工得反复填充线条——填充线间距通常设0.05mm到0.1mm,间距越小线条越密,时间翻倍涨。还有开光延时、关光延时、拐角加速度……这些“小账”加起来,拖死了。要想真正快,得在软件算法上做优化,比如自动跳转空移、减少空行程。有些系统连路径优化都没有,给你从头扫到尾,慢得你想砸电脑。💡 我的经验:要求厂家用你的图打样,掐秒表算周期时间,这才是实打实的速度。
说到速度不得不提激光功率。很多人以为功率翻倍速度就翻倍,天真。20瓦升到30瓦,铜材打黑可能快了30%,但铝材打白几乎没差别。不同材料、不同工艺,吸收率天差地别,靠功率硬怼,当心烧镜片。
材料的“不兼容列表”
激光雕刻不是万能胶,每种波长都有它的脾气。1064nm光纤机专攻金属,碰上玻璃、皮革瞬间变傻瓜。二氧化碳10.6μm搞定木头、亚克力、橡胶,但金属上得涂激光打标粉,不然连个印子都留不下。紫外355nm倒是精细活儿,珠宝标刻、柔性线路板打码,就是激光器贵、娇气。
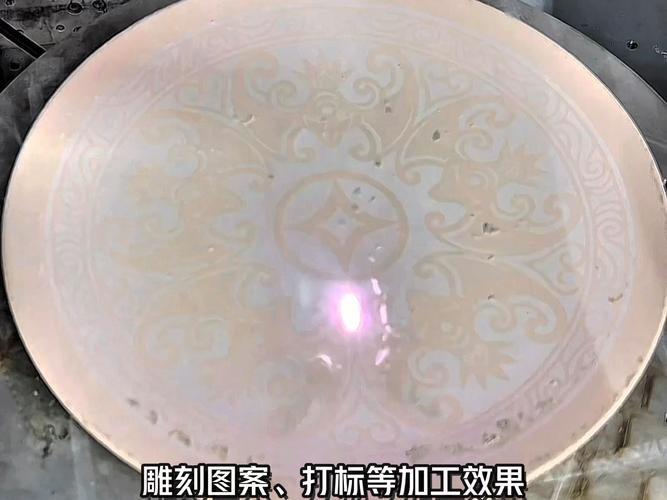
前阵子有人问我,想在不锈钢上打出彩色效果。能,但看工艺——不是真上色,是表面氧化膜干涉成色,温度控制极苛刻。稍微波动脉冲,黑就变成屎黄。我见过同行用MOPA脉冲光纤机调子脉冲参数,搞出蓝紫色渐变,漂亮得很;但换台机器同样参数立马拉胯。这就不光拼硬件,还得拼工艺积累。
问:我想在陶瓷上打标,用哪种激光器?
答:陶瓷一般选紫外或二氧化碳。二氧化碳便宜,但标刻对比度可能不够;紫外精细度高,但速度慢、成本贵。而且不是所有陶瓷都能直接打,有些得喷涂专用激光涂层形成底色再剥离。务必先拿废料试!不然批量报废的滋味,你不想尝。
另外,阳极氧化铝、镀层件这些常见工料,用光纤打白色是绝活,但参数窗口窄得要命,频率、脉宽、功率脉一个没调对,直接烧黑。😩 说多了都是泪。
最后啰嗦一句:别迷信进口,也别小瞧国产。这玩意核心部件大多全球化采购,拼的是系统集成和售后服务。多要几家打样,放一起对比,反而容易看出诚意。行了,车间今晚还得赶单,先聊这么多。记住,机器是死的,人是活的。调试的耐心,比设备参数值钱。