做非标设备十年,你说工业弹簧这玩意儿简单?扯淡。上周那个案子,客户要耐800℃高温的压缩弹簧,我拍胸脯说Inconel X-750没问题,结果装上跑3天就塌了2.3mm——这脸打的,疼。
后来翻失效分析报告,才发现不是材料问题,是设计公差和热膨胀系数根本就没对上!说实话,工业弹簧选型里这种暗坑多了去了,教科书上从来不写。
材料选对了就万事大吉?天真
很多工程师以为弹簧材料就是304不锈钢、琴钢丝、油淬火合金钢这几个大类,查查机械设计手册就完事儿了。💡 我跟你说个真事儿:去年有个水泵项目,介质里微量硫化氢,我按手册选了316不锈钢,结果三个月后弹簧断裂——点蚀导致应力腐蚀。后来换成哈氏合金C-276,成本翻三倍,工期全耽误了。手册没告诉你pH值在5.5-6.0那个微妙区间里,316的耐蚀性会陡降吧?
所以选材不能只看名义性能。温度、介质、动态频率、甚至表面的脱碳层厚度都会要命。有一回我用55CrSi做阀门弹簧,热处理硬度HRC 48-52,按理说完美。❌ 结果震动台上跑了20万次就断了,解剖发现是原材料表面有0.05mm的折皱——供应商那批盘圆根本没做涡流探伤。
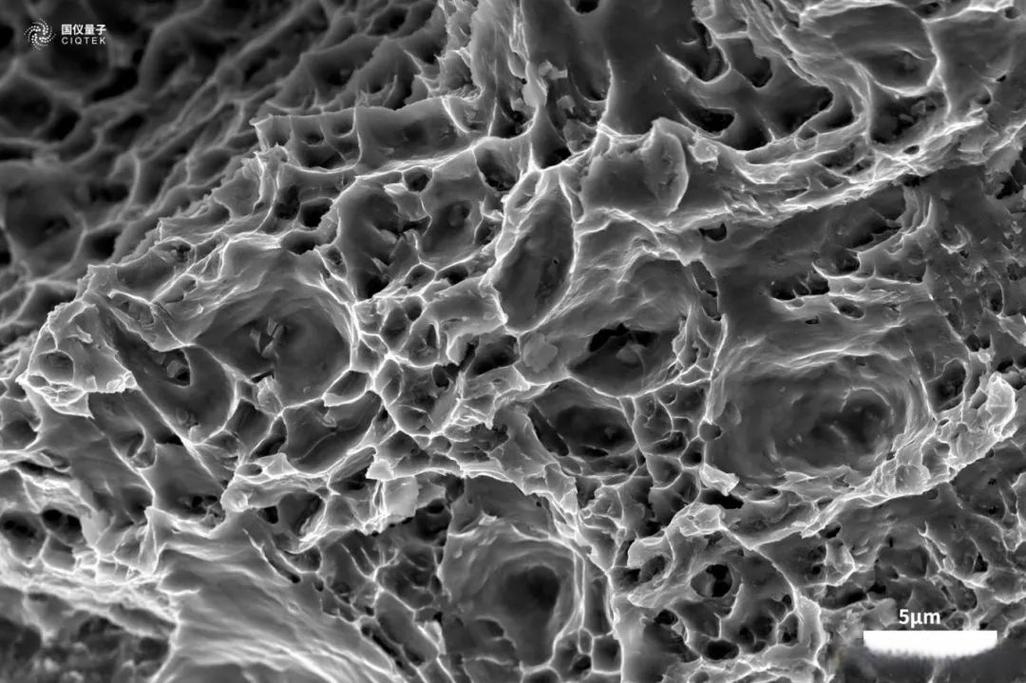
工业弹簧的失效,70%始源于你眼睛看不见的缺陷。 这句话我贴在自己工位墙上。
别把刚度当强度,那是两码事
来,我们聊个最基础的混淆点。不少设计新人甚至老手,选弹簧时张口就“我要多粗的?”“刚度多少?”,完了就扔给采购。结果东西回来装不上——要么压并了,要么自由长度差一大截。
这里必须插一段QA,因为问的人实在太多:
问:我手里样品弹簧量了线径、外径、圈数和长度,照着做就能用吧?
答:千万别!你忽略了最关键的东西:两端圈结构。普通冷卷弹簧还好说,如果是热卷强压过的,或者带初拉力的拉伸弹簧,自由长度受制造工艺影响极大。我就吃过亏,照抄进口件的参数,国产弹簧装上后预压力差了40N,设备直接卡死。✅ 正确的做法是给定工作高度下的负荷要求,并注明允许的刚度公差带,而不是死扣几何尺寸。
问:弹簧断了是不是材料太差?
答:不一定,而且通常不是。多数断裂是设计不当或安装失误引起的。比如很多设计师喜欢把导向杆做得刚刚好,弹簧内径磨得锃亮,横向失稳一发生,就产生剪切断裂。还有用并圈做限位,高频冲击下那几圈里的应力波能把你理论计算值放大两倍。✋ 所以,我经常对徒弟吼:弹簧可以换,但你脑子里的假设必须换。
一套参数走天下?试试就逝世

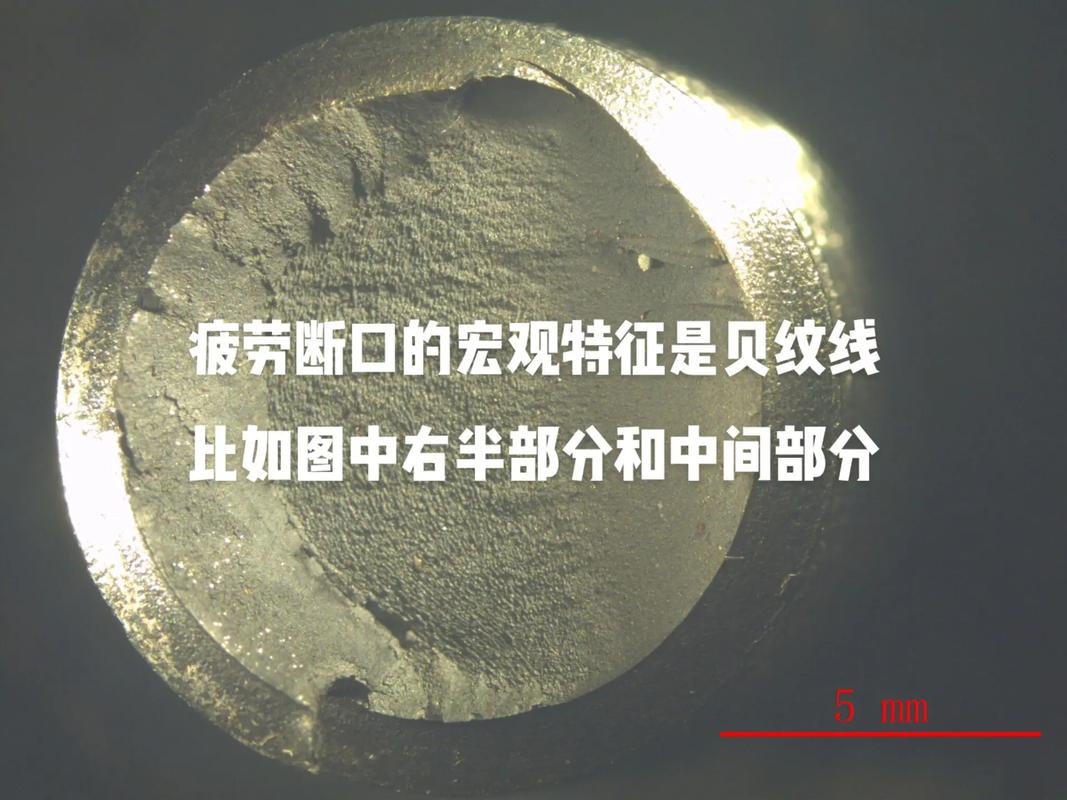
还有一种要命的习惯,就是把工业弹簧当成标准件随便替换。今天心情好,给大伙儿爆个料:某新能源产线的机械臂平衡弹簧,原厂规格是SUS304-WPB,疲劳寿命要求500万次。某供应商为了降本,提议用国产的弹簧用新材料替代,材料成分我承认一样,但他们没注意到日本原厂的钢丝经过了特殊的矫直和稳定化处理,残余应力分布完全不同。结果装机后3个月,弹簧断裂导致机械臂坠落,差点伤人。事后检测硬度、尺寸全合格——你说找谁说理去?
工业弹簧的命门往往在“看不见”的地方:喷丸强度、表面粗糙度、脱碳层深度、电镀前的去氢处理……任何一个环节偷懒,就是埋雷。 我本人现在对所有寿命件都要求供应商提供过程能力指数(Cpk)数据,低于1.33免谈。听起来苛刻?总比半夜被电话吵醒去现场救火强。
选型实战:我的野路子经验
书上那套我就不重复了,说点野的:
- ❗ 弹簧的工作行程绝对不能超过全变形量的80%,别忘了考虑公差积累后的最差情况。
- 💡 如果空间允许,优先选大旋绕比(C>8),这样应力分布均匀,但对心组装要求高。
- ❗ 振动环境下,弹簧的自振频率必须避开激励频率的15%以上,否则共振起来神仙难救。
- 🚫 千万别用弹簧垫圈防松!这玩意是个世纪误解,穆尔塔底里早证明了它反而加速松动,用有效的力矩锁紧装置代替。
有回客户急用异形弹簧,我手边没有现成材料,愣是把一根汽车悬架簧改切成圆锥簧上了设备——应急可以,但千万别学我,后来寿命只有原设计的1/5。没办法,有些野路子是被逼出来的。
维护与检测:千万别等断了再哭
工业弹簧的定期检查,很多工厂形同虚设。不就是看看有没有变形、锈迹吗?大错特错。我要求团队必须用至少放大20倍的袖珍显微镜抽查簧圈内侧,那里最容易产生疲劳源。还有,弹簧力的衰减比断裂更可怕——你的阀门可能没关死,发动机气门可能打开了但提前关闭了,事故往往毫无预兆。
我现在的习惯是,关键设备的弹簧一律编号建档,定期做负荷曲线测试。你猜怎么着?去年我们提前发现一台空压机阀片弹簧力值下降了8%,及时更换,避免了一次可能的停工。成本?几百块。停产一天?损失几十万。这笔账,谁都算得清。🔍
最后唠叨一句:工业弹簧这东西,看似简单,实则暗藏玄机。它不是什么高科技,但你若轻视它,它随时会给你颜色看。我这些年从“弹簧不就是个铁圈圈”的狂妄,走到了“每根弹簧都值得敬畏”的谨小慎微。共勉吧,兄弟。