一次现场失效分析的教训
选型:不是光看强度等级那么简单
很多工程师选螺栓,第一步就是查阅载荷,算出直径,然后标个“8.8级”或“10.9级”就算完事。但是,强度等级只是其中一个维度。你考虑过工作温度吗?如果是-40℃的低温,8.8级螺栓可能会发生冷脆;如果是400℃的高温,普通碳钢的强度会急剧下降。还有腐蚀环境——海边盐雾、化工酸雾,304还是316?光选个A2-70可能不够,得考虑晶间腐蚀,需要低碳或稳定化处理。另外,表面处理也大有讲究:达克罗、镀锌、磷化、涂胶,不同处理对应的摩擦系数差异巨大。摩擦系数一变,同样扭矩下的预紧力能差出30%以上。到时候扭矩打到了,预紧力却不够,依然松脱。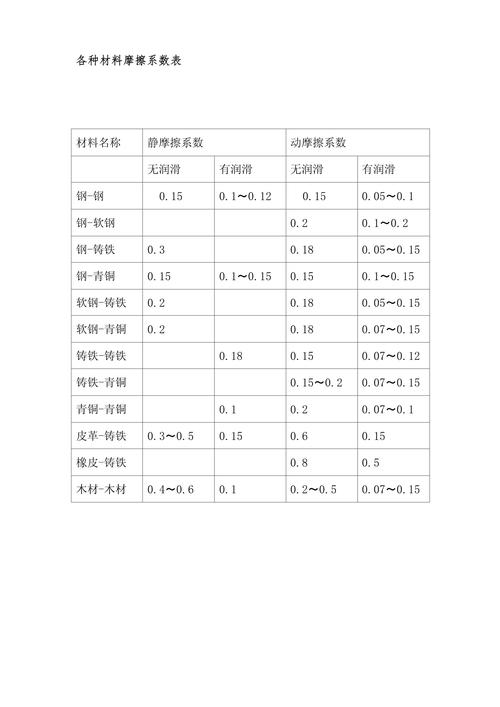
安装:扭矩法真的靠谱吗?
我们最常用的拧紧方法就是扭矩法。原理简单:通过控制输入扭矩间接控制预紧力。公式M=K·F·d,K是扭矩系数,F预紧力,d直径。但问题在于,K值的变化范围太大了。普通镀锌螺栓K在0.2~0.25,涂了油脂可能降到0.12,生锈的螺栓能到0.3以上。你扭矩扳手设定200Nm,实际预紧力能在几十kN到一百多kN之间漂移,完全取决于润滑状态。所以,扭矩法本质上是一种精度不高的控制方法。对于关键连接,比如发动机缸盖螺栓、风电螺栓,现在越来越多采用转角法或屈服点控制法。转角法是在拧到某一初始扭矩后,再旋转一定角度,这样螺栓被拉伸到一定长度,预紧力直接与应变相关,避开了摩擦的影响。而屈服点控制是利用扭矩-角度曲线的斜率变化来识别螺栓是否屈服,充分发挥材料强度。这些方法对设备和操作要求更高,但能大幅提高连接可靠性。 问:为什么有的螺栓拧紧后反而更容易松? 答:其实,松动的根本原因是预紧力不足或丧失。你拧得不够紧,连接件在工况下产生相对运动,微动磨损导致预紧力进一步下降,恶性循环。但有时拧得太紧也不行,特别是用扭矩法时,如果润滑太好,实际预紧力可能超过螺栓屈服极限,产生塑性伸长,反而松弛。所以关键是根据载荷选择合适的预紧力,一般设计预紧力取螺栓屈服强度的70%左右,然后用正确的拧紧工艺实现。防松:各种方法到底怎么选?
防松措施五花八门,常见的机械防松:弹簧垫圈、齿形垫圈、锁紧垫圈。说实话,弹簧垫圈防松效果很有限,特别是对高强度螺栓,它基本只是延缓松动,不能根本解决。NASA的研究早就表明弹簧垫圈在振动下几乎没有防松作用。齿形垫圈靠咬入表面增大摩擦,适用软材料。更好的防松是采用锁紧螺母,比如尼龙嵌件锁紧螺母、全金属锁紧螺母。尼龙圈提供摩擦,但不能用于高温(尼龙会软化)。全金属锁紧螺母(如施必牢)通过变形螺纹产生锁紧力,耐高温。还有涂胶防松,如预涂微胶囊胶,拧紧时胶囊破裂固化,既能防松又能密封。对于极端工况,还有机械锁紧片、开口销配合槽形螺母,但这些需要精确对位,安装麻烦。 问:不锈钢螺栓咬死怎么办?有什么预防措施? 答:不锈钢螺栓咬死(galling)是常见问题,特别是奥氏体不锈钢,硬度低,表面钝化膜摩擦大,拧紧时容易发生冷焊。预防措施:1)使用合适润滑剂,专门的不锈钢装配油膏,降低摩擦力;2)降低安装转速,不要用冲击扳手高速拧紧;3)采用不同硬度材料搭配,比如螺栓和螺母一个304一个316;4)表面涂覆处理,如银基或铜基镀层。如果现场已经咬死,往往只能切割或破坏取出,头疼得很。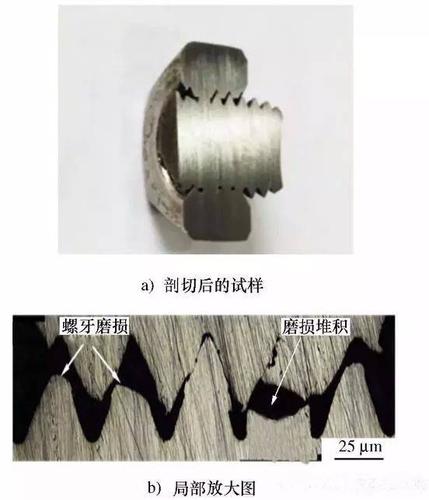
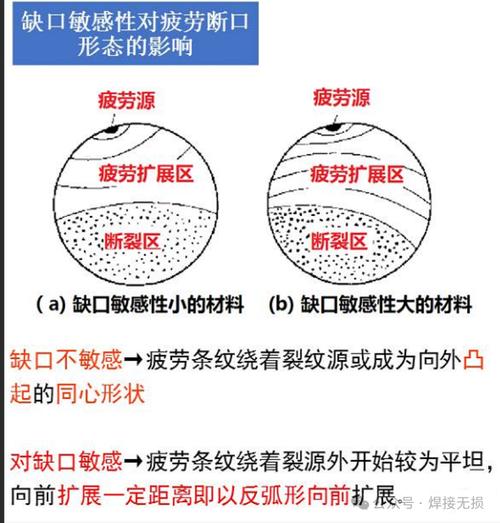
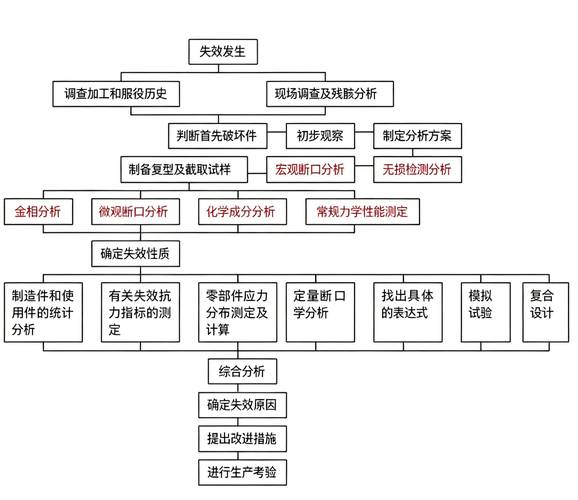
失效分析:从断口看门道