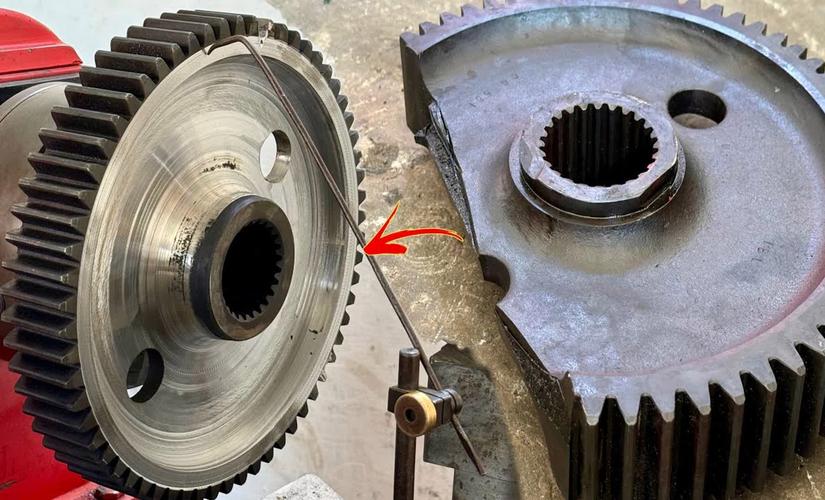
干了二十年机械,说实话,我最怕的不是设计新东西,而是半夜接到电话——‘王工,那个齿轮又崩了!’
齿轮这东西,书上讲的都是理想情况。渐开线、模数、压力角,公式背得滚瓜烂熟。可一到现场,问题全来了。油温高了、冲击大了、装配差了几丝,甚至操作工偷懒没按规程来,结果就是断齿、点蚀、胶合…你没当场看见,都想象不到那场景。齿轮箱打开,铁屑糊了一脸,价值几十万的工业齿轮成了一堆废铁。
设计再完美,也扛不住装配的‘小动作’
去年有个项目,钢厂轧机主减速机。图纸审了又审,强度校核余量放到1.8。结果试车第三天,高速轴小齿轮就剥落了。拆开一看——轴线平行度差了0.2mm。就这0.2,在6000转下,接触应力直接翻倍。你能怎么办?现场工人图省事,垫片没配磨,拿铜皮凑合了一下。我当场就炸了!但怪谁呢?设计没考虑现场的可操作性和防错措施,也是我的锅。
所以现在,但凡碰到硬齿面齿轮,我都得在装配规范里用红字写:‘必须用着色法检查接触斑点,沿齿长不少于80%,沿齿高不少于60%。’而且,必须拍照存档。别嫌麻烦,出了事这就是保命符。
不过话说回来,齿轮失效里,设计因素只占三成。更大的坑,在材料和热处理。
好钢没用好,淬成‘夹心饼干’
齿轮钢,大家都认18CrNiMo7-6、20CrMnTi。可你知不知道,同一炉号,不同淬透性带宽,渗碳层深能差出0.5mm?有一回,渗碳淬火出来,表面硬度60HRC,磨齿后一测,心部硬度才28HRC!完全没淬透。金相一看,心部全是铁素体。这齿轮装上去,不出一个月,准从齿根疲劳断裂。
热处理就跟做饭一样,火候、时间、油温、搅拌,一个不对,味道全变。我司现在定标准:工业齿轮渗碳淬火后,必须在齿根圆角处取残余应力试样,压应力不小于300MPa。而且,不允许用酸洗检查磨削烧伤,必须用磁弹法,全齿检。成本是高了点,但比起停机换齿轮带来的损失,这点钱算什么?

润滑这个‘隐形杀手’,坑了多少人
说个真事。一家水泥厂,球磨机边缘传动小齿轮,半年换一次。老板急疯了。我到现场一看,润滑站油压正常,油位也够。但用手一摸油管,烫手!油站冷却器堵了。油温85度,黏度掉到不足额定的三分之一。油膜根本形不成,齿面直接金属接触,微点蚀像麻子脸一样。把冷却器清洗干净,油温降到55度,这齿轮活生生多用了四年。
还有用油不对的。低速重载齿轮,得用高黏度、含极压添加剂的齿轮油。有些人图便宜,拿工业闭式齿轮油L-CKC中负荷的,去替代L-CKD重负荷的。结果齿面刮伤、胶合,一套齿轮报废。你说冤不冤?
润滑是工业齿轮的血液,这句话我深有体会。现在做方案,我都把润滑系统单独拿出来做评审:油品、流量、过滤精度(齿轮箱清洁度必须达到ISO 4406 18/15级)、冷却能力,缺一不可。
Q&A:你的疑难,我的日常
问:我们有一台减速机,齿面总是出现很多麻点,是疲劳点蚀吗?怎么解决?
答:先别急着下结论。拍个照,放大看。如果是小麻点,密集成片,边缘清晰,多半是初期点蚀。有时跑合一段时间反而会消失。但若麻点不断扩大、加深,就是破坏性点蚀了。根子在接触应力超标或油品黏度不够。查一下实际载荷,是不是超了设计值?油温正常吗?如果都没问题,可能齿轮修形没做好,啮合冲击大。这个得请厂家重新计算修形量,做齿向和齿形修形。紧急处理的话,换高黏度油,严格控制油温,勉强能撑一阵。
问:我们买回来的工业齿轮,放仓库半年,齿面生锈了,还能用吗?
答:💡千万别直接装!锈坑就是应力集中点,运行后极易发展成疲劳裂纹。轻微浮锈,用油石或金相砂纸轻轻打磨,但要保证不破坏齿廓精度。锈蚀深的,哪怕只有一个坑,这齿轮就废了。别心疼钱,换新的。另外,工业齿轮储存必须涂防锈油,用气相防锈纸包裹,放在干燥通风处。南方回南天,仓库除湿机不能停。
修齿不如换齿?算算经济账
齿轮坏了,很多老板第一反应是修。堆焊、刷镀、甚至镶齿。我不反对修复,但有个前提:必须要做失效分析。断齿,是过载断裂还是疲劳断裂?点蚀,是材料缺陷还是润滑不良?不找到根因,修复等于白搭。曾经有个案例,卷扬机齿轮断齿,焊补修复后,三个月又断了,还打坏了轴承和箱体,直接损失十几万。若当初多花两万换个新齿轮,就不会有后面的事儿了。
所以,我的原则:关键部位、高速重载、安全系数低的齿轮,绝不修复。一般工况的低速齿轮,也要做探伤(至少磁粉或着色),确认无裂纹再议。修复后必须降额使用,并缩短检查周期。
说到底,工业齿轮这行,没有神药。就是尊重材料、尊重工艺、尊重润滑、尊重数据。你糊弄它,它就糊弄你,关键时候给你颜色看。✅