选型第一步:别只看品牌,看工况
很多新手工程师一上来就问:“THK和上银哪个好?” 这种问法……很外行,真的。直线导轨这东西,跟汽车似的,适合的才是最好的。你要是一天12小时在粉尘车间跑,就算拿个日本顶级型号过来,三个月照样完蛋——因为没配防尘配件嘛!
安装基面的平行度:多数人忽略的致命点
导轨安装时,两根导轨的平行度超差,是导致滑块早期失效的主要原因之一。你可能会说:我用百分表打了啊!但实际安装中,基准面的平面度、安装螺栓的锁紧顺序都会造成微变形。有的师傅喜欢从一头往另一头拧紧螺栓——错!应该从中间往两端交叉锁紧,扭矩要逐步达到规定值。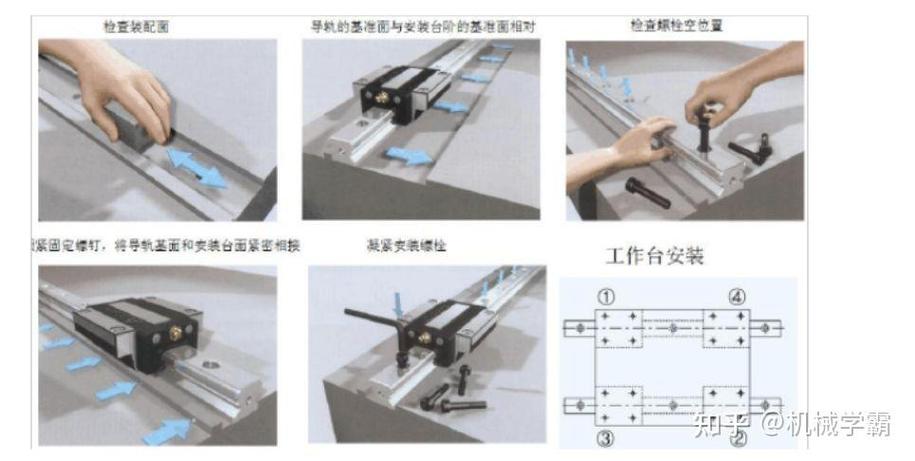
润滑与保养:很多人压根就不会

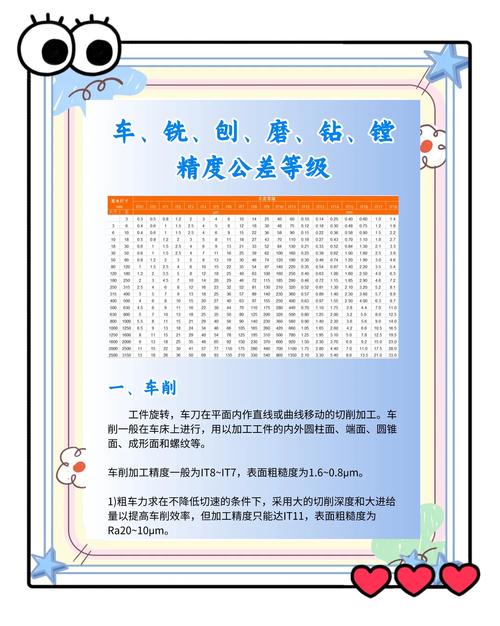
关于精度:P级和H级到底差在哪?