2026-06-09 13:17:44 作者:网编
分类:文章
说起来你可能不信,玩机械这么多年,我栽过最深的跟头居然是一根丝杠。不是它不好用——是它太“娇贵”。选型时少考虑了一个参数,结果整台机床振动得像地震,客户追着我骂了两个月。
别被样本手册忽悠了——选型是要先看“人”的
先泼个冷水:样本上的动载荷值,都是在实验室理想条件下测得。到了现实车间,又是粉尘又是切削液的,你还得考虑安装精度。刚性和预压这两个词,十个工程师里有八个第一反应是“看样本数值就行”。错。
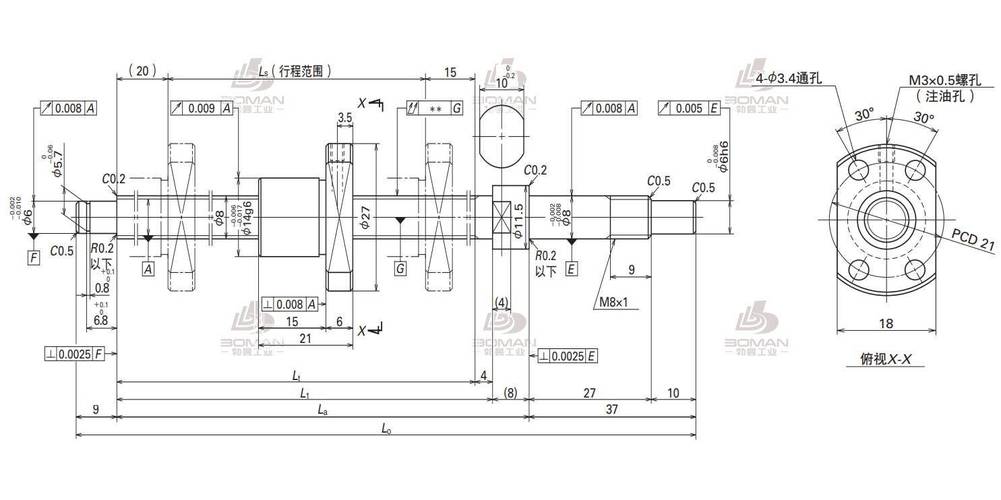
记得刚入行那会儿,领导让设计一台高速钻攻中心,我拍脑袋选了某品牌的大导程滚珠丝杠——样本数据漂亮啊,导程40mm,最高转速2000rpm,定位精度0.008/300mm,简直是梦想之杠。结果呢?装上去跑了一个月,反向间隙大到0.05,检测报告当场摔我脸上。后来拆开一看,滚珠循环系统磨损得一塌糊涂,因为实际工况下冲击载荷远超预估值。所以,选型的第一性原理不是看样本,是看你怎么用。
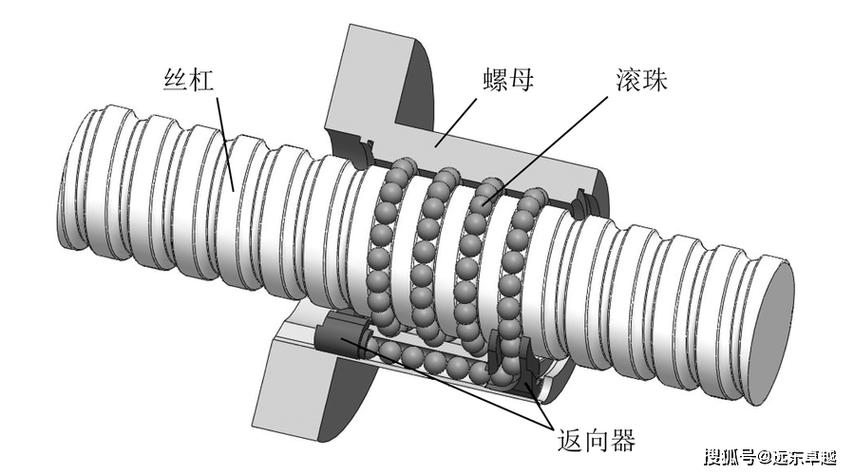
 滚珠丝杠副结构剖面图
滚珠丝杠副结构剖面图
预压:那个让你又爱又恨的小妖精
预压,搞得好,刚度上天;搞不好,发热、寿命断崖式下跌。常见的有双螺母垫片预压和双螺母齿差预压,还有个单螺母变位导程预压,听着悬乎对吧?其实原理很简单,就像把两根弹簧对顶着,消除内部间隙。但预压量多大合适?
说实话,很多厂家给出的标准预压3%、5%、7%,我试过照着选,结果高速运行时温升直接飙升20度,润滑脂烤化,导轨副跟着遭殃。后来学乖了,根据加速度和频次反算发热量,再套个经验系数……其实说白了就是个不断试错的过程,尤其是高加减速场合,预压宁可偏小也别贪高。
问:双螺母预压和单螺母变位导程,差别在哪儿?
答:双螺母稳定性好,适合重载和长行程;单螺母结构紧凑,适合空间受限的低载荷场景。但单螺母变位导程不好调,出厂定死了,你没法后期补偿磨损。我们买过一次单螺母的,用了半年间隙超标,最后只能整根换掉,肉疼。双螺母好歹能抽垫片微调。
 滚珠丝杠预压调整示意图
滚珠丝杠预压调整示意图
噪音、润滑与拆装——没人告诉你的细节
滚珠丝杠一旦噪声起来,多半是循环系统出问题了。不过,有时候新杠就响,那可能是钢珠直径不一致,或者螺母内部有杂质——这种低概率事件让我碰上了两回,搞得现在每次收到新货都先用听诊器贴上去转转。
润滑这块,脂润滑还是油润滑,选错了真能折腾死人。高速场合用脂润滑,分分钟温升报警;低速重载用油润滑,反而容易污染工件。我们做过对比,同样规格的丝杠,用某品牌高速润滑脂,4000小时就出现剥落;换成循环油冷却润滑,到现在两年了状态还很好——光这一项,每年维保成本差出几万块。
问:滚珠丝杠拆装需要注意什么?
答:第一,作好标记!别问我为什么知道。螺母和丝杠轴相对位置一旦搞混,预压全乱。第二,滚珠别弄丢,尤其内置循环器里藏着钢珠,我以前拆时就有一粒掉进机器缝隙,找了半天。第三,重新安装务必打表校同轴度,不然丝杠会弯,跑合起来嘎嘣脆。
问:细长丝杠如何避免转动惯量带来的振动?
答:最好加支撑单元,必要时用中空丝杠加冷却,或者降转速。我们有个项目丝杠长度接近3米,转速超过800rpm就抖得像麻花,后来加了中间浮动支撑,立马安静了。
说到浮动支撑,想起来一个囧事:有次装配工偷懒,没调好支撑间隙就通电跑,结果丝杠当场抱死,螺母内滚珠碾碎,整个车间都是金属摩擦的焦味。所以,装配工艺真的不是摆设。
最后啰嗦一句:选丝杠别光盯着精度等级,轴向间隙、额定静载荷、临界转速这些参数也得吃透。尤其做非标设备,厂家给的寿命计算公式只是参考,自己不做测试的话,到时候哭的是你。
好了,吐槽到此为止。毕竟没有完美的零件,只有不断进化的工程师,对吧?
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:滚珠丝杠选型与应用:那些年我们踩过的坑
文章链接:https://www.zystgy.cn/a/52492