干机械这行十几年,最烦别人跟我说“这零件废了,换新的吧”。热喷涂——简直就是打脸这句话的最好工具。可你要真觉得它万能,迟早得栽跟头❗
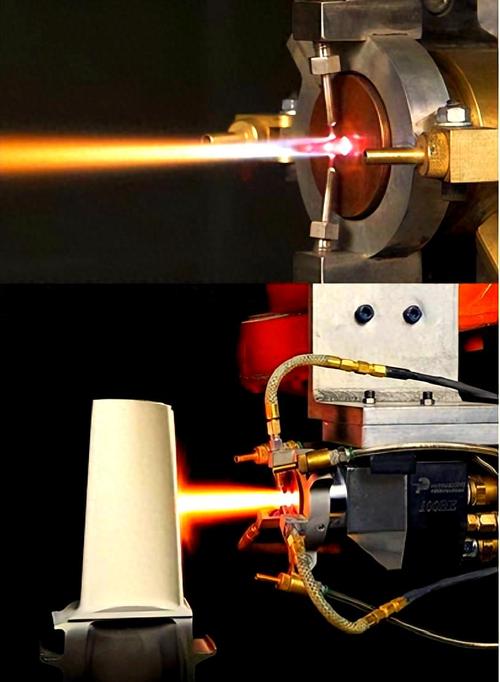
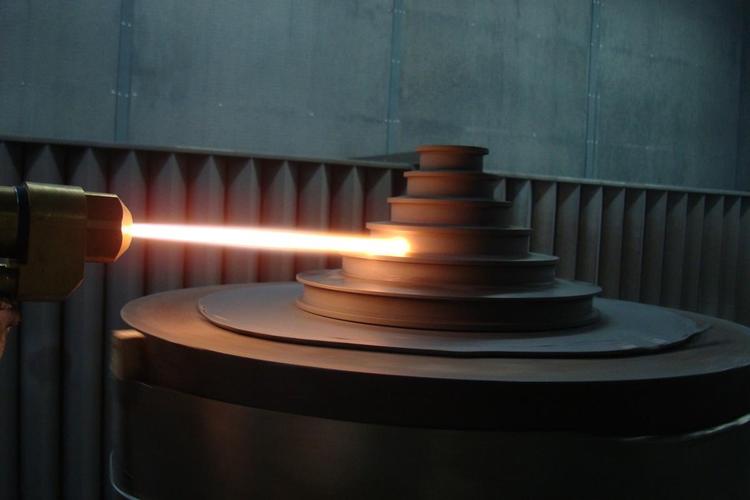
那天去一个做造纸厂辊子修复的现场,老师傅叼着烟,喷枪一开,那声音,嘶——刺得人耳膜疼。但看着一根锈成渣的辊轴,半小时后变得比新的还亮,说实话,我第一次见这技术时头皮发麻。这就是火焰喷涂的魅力,粗犷,直接,成本还低。可你让它去扛强酸?呵呵,分分钟打回原形。
热喷涂,到底能喷出什么花来?

很多人以为热喷涂就是“喷一层东西上去”,太天真了。光是工艺大类就有四五种:火焰喷涂、电弧喷涂、等离子喷涂,还有那个听起来就贵的超音速火焰喷涂(HVOF)。材料更是千奇百怪——镍基自熔合金、陶瓷、碳化钨……简直像给金属件穿铠甲。
但选错了工艺,哭都来不及。去年有个小厂,拿火焰喷涂去搞柱塞,结果涂层孔隙率高得能养鱼,俩月就漏油。老板在电话里冲我吼:“你这技术不行啊!” 我说:“你倒是看看工艺参数啊,火焰喷涂的燃气流量调明白了吗?” ——他哑了。
等离子喷涂 vs 超音速喷涂:一场没有硝烟的战争
经常有人问我这俩到底怎么选。我的回答永远先翻白眼——你要什么涂层结合强度?你面对的工况是磨损还是腐蚀?还是高温氧化?
等离子喷涂,枪口能喷出上万度的等离子焰流,陶瓷、难熔金属都能融,给航空发动机叶片做热障涂层,离了它真不行。可它的涂层容易有层状结构,孔隙率控制是个技术活,没两把刷子的人喷出来的东西,切片一看,简直像威化饼干。
超音速喷涂呢?那音爆声跟放炮似的,粉末颗粒在音速气流里打得结结实实,结合强度能到70MPa以上,孔隙率能压到1%以下。贵是真贵,修一根轧辊收你几万块,但值不值得?值!一艘挖泥船的水下轴,用HVOF喷碳化钨,三年不换,防泥沙冲蚀的能力比原厂还狠。不过话说回来……这玩意儿对粉末粒径要求变态,稍微粗一点就堵喷嘴,工人调参的时候恨不得把设备砸了。
别迷信“万能涂层”,这些坑你跳过几个?
我见过最离谱的操作:有人拿电弧喷涂铝锌合金去做化工储罐内壁防腐,理由竟然是“成本低”。大哥!铝锌遇酸反应比碳酸饮料还欢实,三个月罐壁全麻子脸。热喷涂选材必须死磕工况,腐蚀介质、温度、冲刷角度……缺一不可。
还有一次,帮一个注塑机厂修炮筒螺杆。常规思路是喷镍基合金,但那个料掺了30%玻纤,磨损像刀子剐。我直接拍了桌子:“上含碳化钨的金属陶瓷涂层!” 老板吓得结巴:“那……那得等离子吧?” 我说:“废话,火焰喷涂能喷出碳化钨的密度?你当是炖排骨呢?” 后来成品寿命翻了四倍,他给我送了两条烟。
问:喷涂前表面预处理到底多重要?我看有些人随便磨两下就开喷了。
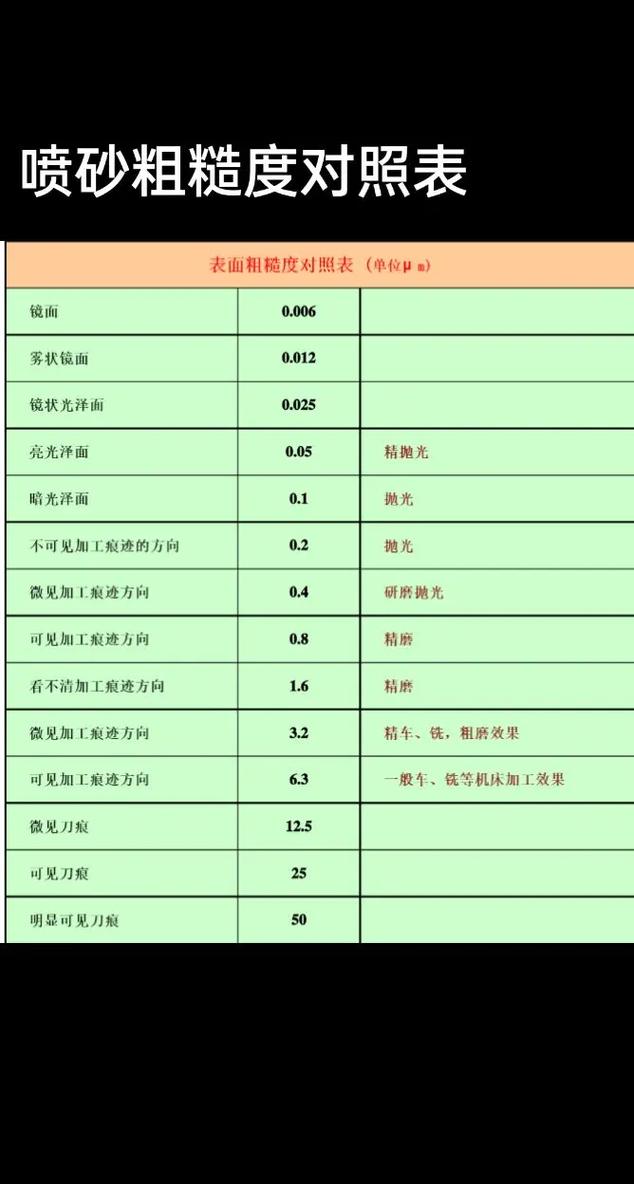
答:重要到能让你涂层崩成片儿汤。喷砂除锈得把基体打出均匀的粗糙度,至少Sa2.5级,而且喷砂完4小时内必须喷涂,否则氧化膜一长,结合力直接腰斩。见过偷懒不用粗砂的,喷出来底材跟镜子似的——完了,一上机床车两刀就翘皮。还有预热,冬天不预热,基体表面有潮气,涂层附着能好才是见鬼。
热喷涂的未来:我们还能喷点什么更疯狂的?
这几年冷喷涂悄悄冒头了——不靠熔化,靠粒子高速撞击变形,纯固态沉积。铜涂层能喷出接近锻造的致密度,电导率吊打传统热喷涂。可惜设备贵得肝颤,中小企业也就看看。但你想做电子封装散热片,这路子绝了。
问:喷涂完需要后处理吗?我听说有人直接装机用了。
答:看用途。耐磨涂层一般需要磨削,把粗糙度降到Ra0.2以下,否则像砂纸一样磨对偶件。有些自熔合金喷完还得重熔——用氧乙炔焰或感应加热,把涂层熔成冶金结合,那强度直接翻倍。但重熔有风险,容易产生裂纹,薄壁件一烤就变形,得拿捏火候。不后处理的也有:做尺寸修复的大厚度涂层,留余量机加工就行;或防滑涂层,故意要粗糙。
热喷涂这行,说到底就是“赌涂层”。从粉末飞到基体的0.01秒,决定了接下来几年的命运。你不懂它,它坑你;你研究透了,它就是印钞机。