1944年,Brenner绝对想不到,他的一次实验失误——本来想搞电镀镍的,结果在加了次磷酸钠的溶液里,不通电,钢铁零件表面自己长出一层镍来。💡 说实话,当时这简直像魔术。不通电也能镀?这不科学啊。可是,X射线衍射一打,确确实实是镍,还带着磷。后来这技术就被叫做化学镀镍,或者自催化镀。
化学镀镍一开始挺不被待见的。为啥?因为沉积速度慢得像蜗牛,一小时才几微米,跟电镀比效率差远了。而且槽液又贵又娇气,动不动就自己分解,在你镀件表面析出镍粉之前,整个槽子就黑汤了——全毁了。😫 可是,慢慢地,人们发现这东西有个变态的优势:均镀能力。形状再复杂的件,深孔、盲孔、内腔,镀层厚度几乎一样。电镀可做不到,电力线分布一不均匀,尖角烧焦,凹处露底。所以,到了航空航天、精密模具、石油阀门这些地方,化学镀就成了不二之选。

镀层是怎么‘长’出来的?
很多人第一次听化学镀,都以为是把零件泡进药水里就完事了。哪有那么简单。槽液里至少得有四种东西:主盐(硫酸镍)、还原剂(次磷酸钠)、络合剂(乳酸、苹果酸之类)、稳定剂(铅离子或硫脲)。有些配方还加缓冲剂、加速剂。反应机理,教科书上写的是“原子态氢理论”,但实际工业界更认可水合镍离子与次磷酸根直接电荷转移的混合机理。说白了,就是次磷酸根在催化表面被氧化,放出电子,镍离子被还原成金属镍,同时磷也共沉积进去,形成镍磷合金。磷含量能从3%到13%——磷越高,镀层越非晶,耐蚀性越好,但硬度越低。
问:磷含量高低,到底怎么选?
答:高磷(10-13%)镀层,非晶结构,没有晶界,耐盐雾试验随便上千小时,用在海上平台阀门、化工泵体。中磷(6-9%)算万能型,既耐蚀又耐磨,还好看,光亮度高,电子连接器、模具上用的最多。低磷(3-5%)硬度高,焊性好,用在一些需要钎焊的场合。不过要注意,磷含量越高,镀层越脆,弯曲会开裂。
前处理才是灵魂
化学镀的报废批次,八成死在前处理上。真的。不锈钢件你用盐酸一泡就上?等着起泡脱皮吧。铝件没除尽氧化膜,镀上去就是斑块。镁合金更麻烦,得先浸锌或者化学钝化,不然酸洗直接腐蚀成筛子。😤 我见过最夸张的,一家厂镀汽车活塞,超声波除油温度不够,工件表面残留油膜,结果镀后全是针孔。客户退货,损失几十万。所以别瞧不起除油、酸洗、活化这几步,pH值、温度、时间,都得掐得死死的。尤其是某些高碳钢零件,表面有游离铁,前处理还得加一步阳极电解去污,否则镀层结合力绝对出问题。
问:化学镀层结合力到底够不够?会不会一碰就掉?
答:合格工艺下,结合力相当强悍。一般要求热震试验(加热到300℃然后水冷)不起泡不剥落。钢件基体上,结合强度能达到300-400MPa,甚至比电镀还好。主要原因是化学镀初期有个置换反应期,镍离子先与铁基体置换,形成微锚定。再加上后续的催化沉积,把这种咬合锁得更紧。不过,如果是铜基体,直接镀结合力差,通常要先预镀一层镍,或者闪镀电镀镍打底。
槽液维护:一场走钢丝的平衡
化学镀槽液是个活物。温度高了,镀速快,但容易分解。你看着那温度计,88-92℃,必须稳在±1℃,不然磷含量波动,颜色发花。pH值也是,次磷酸钠氧化产生氢离子,pH会下降,得不停补氨水或氢氧化钠。但氨水加多了,络合过强,镀速又下来了。而且,副产物亚磷酸根会积累,高了就诱发镀液分解。得定期排部分旧液,补新液。有时还得用选择性沉淀剂除掉多余的亚磷酸根。这一套操作下来,没点经验的工人根本玩不转。说实话,小厂子搞化学镀,能稳定三个月不出事,那工夫就到家了。
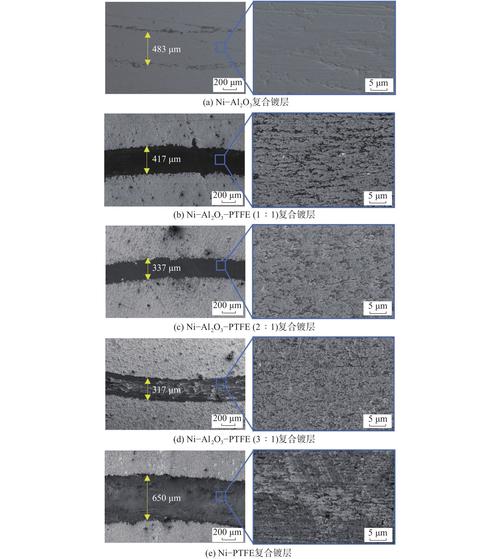
不过话说回来,化学镀的工艺多样性也是迷人之处。不只镍磷,还有镍硼、铜、钴、金、银,甚至复合镀——把碳化硅颗粒、聚四氟乙烯微粒共沉积进去,搞出耐磨自润滑涂层。模具行业镀一层镍磷-碳化硅,寿命翻倍不止。液压件镀镍磷-特氟龙,摩擦系数低得惊人。❗
化学镀的另一个冷知识:它可以在非金属上沉积。塑料、陶瓷、玻璃,只要表面先敏化活化,吸附一层钯催化核心,就能引发沉积。比如PCB线路板的孔金属化,就是典型的化学镀铜。先在环氧树脂孔壁上做化学沉铜,再电镀加厚。没有这一步,双面板、多层板根本做不了。所以,化学镀默默支撑着整个电子信息产业。💻
这些年,环保法规越来越严,传统的含铅稳定剂被淘汰,人们开始用铋、锑化合物代替。含铬钝化也不能用了,改用无铬钝化或直接封孔处理。废液里的镍离子回收也是大问题,离子交换、电解回收,成本都不低。可即便如此,化学镀仍然在某些领域不可替代。比如,一些航空发动机的燃油喷嘴,内孔弯弯绕绕,只有化学镀能形成完全覆盖的耐蚀层。
还有一点,化学镀镍层的硬度可以通过热处理飞升。镀态硬度大概500-600HV,加热到400℃保温一小时,析出Ni3P弥散相,硬度能飚到900-1000HV,媲美硬铬。这比电镀镍不知道高到哪里去了。当然,热处理会降低耐蚀性,因为晶化产生了晶界。所以怎么取舍,看具体工况。
最后,别迷信化学镀的万能。它也有软肋,比如镀速慢(一般10-20μm/h),沉积厚镀层成本高;对某些材料(如铅、锡、镉)镀覆困难;槽液对金属离子敏感,容易中毒。但它带来的精度、一致性,以及在复杂形状上的统治力,让它在高端制造里稳坐钓鱼台。下次你看到一根不起眼的阀门杆,或者一块光亮的模具镶件,说不定,它表面就穿着一层几微米厚的化学镀铠甲。