早些年我刚入行那会儿,觉得钻头嘛,不就是个削铁的工具。直到第一次钻HRC50的模具钢,钻头进去三秒就冒烟了……真的,冒烟。我当时整个人是懵的。后来才懂,那是钻尖烧熔的前兆。硬质合金钻头,玩的就是心跳。
材料选不对,哭都来不及
很多兄弟上来就问:硬质合金钻头是不是通杀所有钢件?天真。钻淬火钢,晶粒度、钴含量、刃带宽度…每一个参数都在要你命。我当初贪便宜买过一批超细颗粒的国产钻头,标称HRC60没问题,结果钻到一半横刃崩了——打电话问厂家,回复说「可能是我排屑不畅」。行吧,都是我的错。
后来换了进口的,纳米级颗粒,10%的钴,配合内部冷却孔。一刀下去,声音都不一样。那种“刷刷”的轻快感,简直让人上瘾。💡所以啊,看牌号不如看金相。有条件你拿砂轮打火花,颗粒均匀细密、钴相分布匀称的,才是好东西。

涂层到底怎么选?我替你们交了学费
说到涂层,又是一把辛酸泪。TiN、TiCN、TiAlN、AlCrN……每次供应商扔一堆缩写过来,我都想掀桌子。说实话,钻淬火钢,我最信的还是AlCrN或者TiAlN。因为它们真的耐高温。你想想,切削区瞬间温度过千,没有这层「隔热衣」,刀尖分分钟退火。
我记得有次用TiCN涂层的钻头干45钢还挺顺,一换到Cr12MoV,立马就不中用了。前刀面磨出月牙洼,像被啃了一块。后来咬牙上了一批AlCrN的,寿命翻了三倍。❗但是注意,涂层不是越厚越好,3到4微米足矣,太厚了刃口钝化,反而增加切削力。所以我现在的原则:干硬料,先看红硬性;干软料,才看耐磨性。

切削参数:快慢之间,天堂地狱
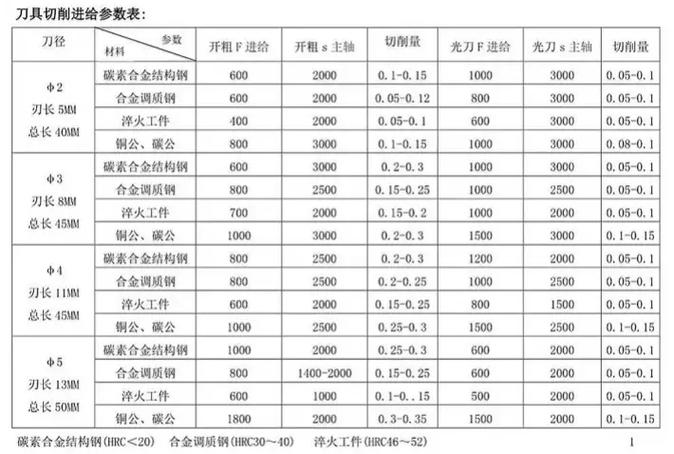
参数怎么给?这是个玄学问题。书上的推荐值你当真,就输了。我试过按某刀具厂给的Vc=80m/min钻SKD11,孔还没通,钻头就红了。血的教训啊。后来学乖了,从保守值开始摸:转速2000转,进给0.08mm/r,先钻一个浅孔看看切屑颜色。银白色卷屑是最理想的,发蓝说明温升太高,得降速或加冷却;如果切屑碎成渣,那可能是进给太小在磨削,赶紧加大。
我用得最多的一个技巧:啄钻循环。每钻入2mm抬一次刀,断屑、冷却两不误。尤其在加工深孔时,不然铁屑堵在里面,不烧刀才怪。💡但啄钻有讲究,退刀速度要快,别让钻尖在孔底干蹭。
冷却润滑:干切还是湿切?别再吵了
关于冷却,群里天天吵架。有人说必须中心出水,有人说涂点攻丝油就行。我的观点很明确:有内冷的钻头,你就给我用内冷,压力至少5MPa。没有?那退而求其次,雾化切削液走起。千万别干切,哪怕你用的是传说中“干切王”的材质,淬火钢干切就是在赌命。我输过,所以我不赌。
如果只有人工刷油,记住要刷在钻头出屑槽里,别光刷外面。而且,间断性喷油比持续刷更有效?不是,朋友,是必须连续供给,否则冷热交替,热裂纹就找上门。这些都是碎过钻头才总结出的教训。😭
实际场景,有问有答
下面我挑两个被问到最多的问题,展开说说。
问:钻淬火钢老是崩刃,是不是钻头不行?
答:不一定是钻头,可能是你的夹持刚性不足,或者进给量太大。我一开始也老怀疑钻头质量,后来一打表,刀柄跳动超过0.02mm,什么钻头都扛不住。先拿百分表转一圈,跳动控制在0.01mm以内再说话。还有,检查你的主轴锥孔,脏东西清干净,不然再好的筒夹也白搭。
问:硬质合金钻头能高速钻削吗?为啥我转速一高就烧刀?
答:能,但要有前提。冷却必须到位,中心出水是王道,没有中心出水就用雾化切削油,保证切削液精准送到刃口。线速度别太奔放,我一般从40m/min起试,再根据切屑颜色调。如果切屑发蓝带黑,赶紧降速;要是烧红了,别犹豫,立刻停机,钻头已经受损了。还有一招:分段提速。先低速切入,建立稳定切削后,再提到目标转速。这样能保护横刃,避免撞刀。
最后几句掏心窝子的话
玩硬质合金钻头,真的会上瘾。当你找到一个完美参数组合,听着稳定的切削声,看着银白色的卷屑持续排出,那种掌控感,比啥都爽。但同时,它也很脆弱,一个不小心,几百块就没了。所以,细心、耐心、再加一点点运气。别怕碎刀,碎刀是成长的台阶——当然,老板的脸色你得自己面对。😅
如果你也在搞机加工,欢迎把自己用钻头的惨痛经历分享出来,咱们评论区一起抱团取暖。