材料的血统论
先聊材料吧。这跟人一样,出身很重要。 高速钢?那都是老古董了。现在谁还用白钢刀车淬火钢啊?除非你是搞模具的,偶尔修个边。但高速钢韧性好,断了也不至于飞出一块来伤人,这点比硬质合金强。 硬质合金——现在的绝对主力。✅ 记住,它分 P、M、K、N、S、H 六个大类。P 类车钢,M 类车不锈钢,K 类车铸铁。但你知道吗?很多人根本不看牌号,抄起一片就往刀杆上拧。结果呢?车铸铁用了 P 类,刀尖瞬间磨成圆角。❗ 惨不忍睹。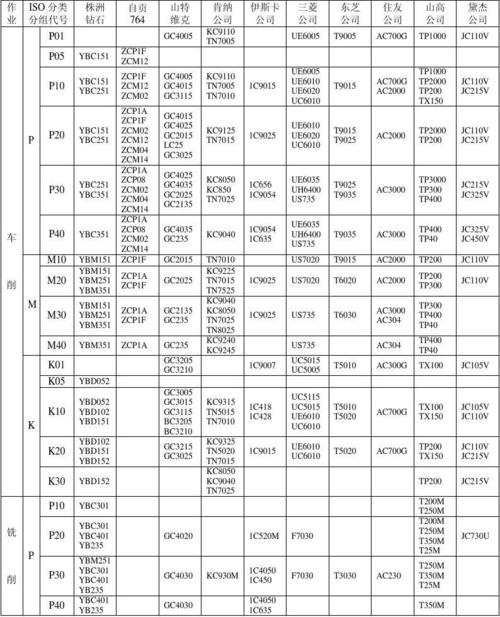
崩刃?不,是你在谋杀刀片
好了,说回老王那问题。崩刃,咋整? 问:为什么我的车刀总是一下子就崩刃了? 答:崩刃的原因,十有八九是切削参数不对。线速度!很多人喜欢往高了调,以为效率高。但硬质合金特别怕热冲击,你把线速度拉太高,刀尖瞬间过热,然后冷却液一浇……咔嚓。热裂纹就这么来的。还有进给量,太小了也不行——刀尖在那光摩擦,不切东西,不崩才怪。我一般这样:粗车时,线速度压住,大切深、大走刀;精车时,再提线速度,小切深。另外,工件装夹得稳吗?跳动大了也是杀手。 问:如何判断车刀该换了? 答:听声音!有经验的师傅一听就知道。如果切削时发出“吱吱”的尖叫——后刀面磨钝了。沉闷的“轰轰”声?积屑瘤或者缠屑了。看切屑颜色也是一个窍门,银白色最佳,淡黄色还行,要是变成深蓝色甚至发黑,说明切削温度已经爆表,刀片正在快速磨损。👂 耳朵灵一点,能省不少刀片钱。
刃口处理——被忽视的细节
一些乱七八糟的心得