你问我工业刀具最重要的是什么?刀片基体?几何角度?还是切削参数?告诉你吧,有时候,就是那一层薄薄的涂层。薄得你肉眼都快看不见,但它一失效,整个刀具就是个废铁。💡
干了二十多年机加工,我算是悟了——涂层选错,功夫白费。
那些年我们用过的涂层
先说说氮化钛(TiN)吧。那金光闪闪的模样,谁不认识?加工钢件挺在行,但温度一高就不行了。四百多度就开始氧化,然后月牙洼就来找你了。后来出了碳氮化钛(TiCN),嘿,硬度上去了,耐磨性也好了不少,但就是怕水——湿切削时会形成一种什么酸来着,反而加速软化。再往后,氮化铝钛(TiAlN)登场,这玩意儿在高温下表面能生成一层致密的氧化铝膜,耐热冲到800℃。那会儿我们车间刚试用,我半信半疑,结果加工减速箱壳体,寿命翻了一倍不止,真有点喜出望外。
然后就有了氮化铝铬(AlCrN),更猛,耐热1000℃以上,几乎算是通用冠军了。不过话说回来,一般加工用TiAlN也足够了,何必多花那冤枉钱?
特殊场合还有金刚石涂层(DLC),加工石墨、高硅铝合金简直爽歪歪。但千万别拿去啃钢——铁会跟碳反应,刀直接废掉。我亲眼见过一个学徒把金刚石刀用在淬硬钢上,那场面,惨不忍睹。
问与答:涂层那点事儿
问:涂层厚度是不是越厚越好?
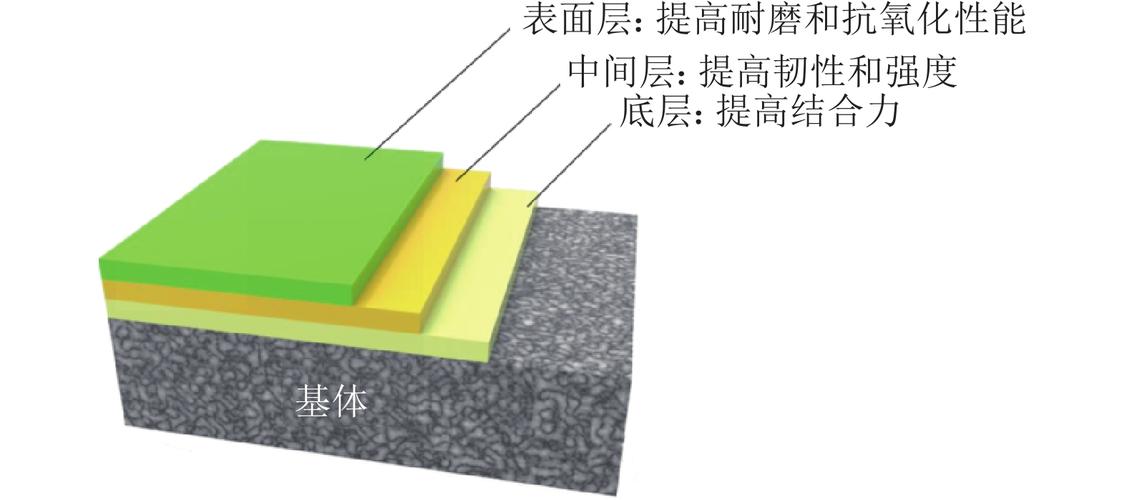
答:错!大错特错。涂层太厚,就像穿了件太厚的盔甲,动都动不了——涂层内部应力大,极易剥落。一般PVD涂层也就3到5微米,CVD可以厚点,但也不会超过10微米。关键在“匹配”二字,基体和涂层的结合强度才是王道。我见过有些国产刀,涂层厚得吓人,一刀下去,掉渣,有什么用?
问:涂层发白了,是不是就报废了?
答:发白很多时候是前刀面积屑瘤或者轻微氧化,未必不能用。但如果刀刃上有明显剥落或崩口,那就得扔了。有时候拿放大镜看,一条不起眼的裂纹慢慢扩展,最终导致整把刀断裂。这其实很让人心塞,就像看着一个老朋友慢慢衰老。所以,勤检查,别等到出大事。
涂层工艺:PVD vs CVD,谁赢?
这俩冤家打了多少年了。PVD(物理气相沉积),温度低,基体不变形,涂层压应力,适合锋利刃口——就是附着力差点意思。CVD(化学气相沉积),高温下反应,结合得那叫一个牢固,但容易让硬质合金变脆,还得后续处理。现在流行MT-CVD,中温,取了中间值。还有些高端刀片搞复合涂层,CVD打底,PVD盖面,真是花样百出。
不过说实话,对于我们这些一线人员,谁在乎它是怎么涂上去的?我们只关心抢工期的时候别掉链子。上次用了一把不知名涂层的高速钢铣刀,加工钛合金,半小时就呜呼哀哉,气得我直骂娘。赶紧换上涂层硬质合金的,世界清静了。
选涂层的思维脑图
没有最佳涂层,只有最合适的。加工什么材料,是连续切削还是断续,有没有冷却液,追求寿命还是效率……全都影响选择。我总结了一个简单粗暴的思路:
- 钢件+湿切 → TiCN ✅
- 钢件/铸铁+干切 → TiAlN 或 AlCrN ✅
- 不锈钢/高温合金 → AlCrN 或 TiAlN + 内冷 ❗
- 铝合金/铜 → 未涂层锋刃或金刚石涂层 💡
- 钛合金 → 超细颗粒硬质合金+AlCrN,小心切削热
这纯粹是个人经验,你可别照搬,得自己试切。切削参数、机床刚性全有影响。有一回,我给同一批活换了三个品牌的AlCrN涂层刀片,性能天差地别,可能跟涂层微观结构有关吧。
又问又答
问:涂层刀具能重磨吗?重磨后还有涂层吗?
答:能重磨,但涂层肯定没了。重磨后等于变成未涂层刀具,性能大打折扣。有些厂家提供重涂服务,不过价格……不太划算。除非是某些整体硬质合金刀具,重涂还有点意义。大部分情况,直接买新刀更省心。唉,这也是一种工业消耗品的悲哀。
未来:纳米、多层、智能
涂层技术还在玩命进化。什么纳米晶、非晶、超晶格……听着就玄幻。多层涂层像千层饼,一层TiN一层AlN交替,周期只有几个纳米,硬度能到逆天水平。还有智能涂层,通过颜色变化预警失效——这东西要是能普及,那真是加工界的革命。🤯
但归根结底,涂层是工业刀具的灵魂,但这灵魂很脆弱。下次你手里拿起一把刀,不妨多看看它的颜色——那些金色、黑色、彩虹色,背后有多少材料人、工艺人的呕心沥血。至于怎么选,还是那句话:实践出真知。别光听理论,多到车间摸两把刀。干废了也不怕,经验都是这么攒出来的。
行了,啰嗦这么多,该去调机床了。回头聊。