模具又报废了?上个月刚改的滑块又卡死了?采购在电话里吼着说钢材价格又涨了…… 妈的,做注塑模具这行,钱没赚多少,气倒是受够了。
但话说回来,很多时候成本就是这么被“作”没的。不是危言耸听——我见过一套医疗多腔模,就因为浇口位置偏了0.3mm,试模废了6次,多花了十几万。也见过一家小厂,靠一套旧模连续干了百万模次,边干边改,愣是把寿命从20万拉到了80万。 差别在哪儿? 细节。全是些不起眼的魔鬼细节。
设计阶段的“抠门”才是真省钱
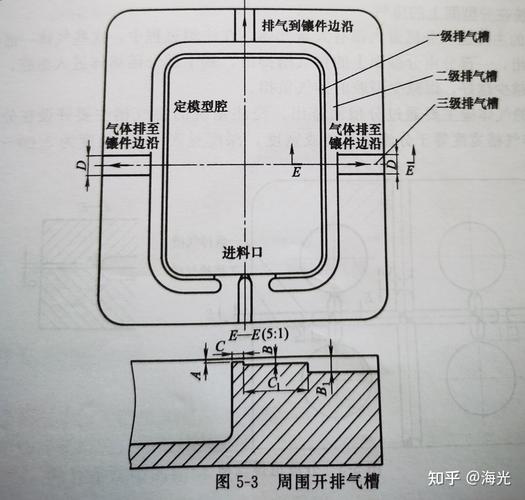
别一上来就甩锅给加工厂。模具成本的70%在设计阶段就已经锁死了。 很多人觉得“多加几个顶针更保险”,结果呢? 顶出不平衡,产品白印一堆,反而要烧焊降面。 还有那种为了赶工期,分型面随便画个平面就丢给CAM的—— 排气不良,困气烧焦,打几模就得下机抛光,简直噩梦。
脱模斜度这种基础到不能再基础的东西,我敢说80%的图纸上都标得马马虎虎。 皮纹面你给1°? 等着拉花吧。透明件、高光件,多一度都是浪费,少一度就是灾难。 记住一个冷知识:前模脱模斜度可以比后模小50%,因为开模时产品黏在前模的可能性更小。 省下的抛光工时费,够你买两瓶好酒。
还有冷却水路。 别再用那种直来直去的“水桶水路”了。 随形冷却、隔水片、喷流管…… 哪怕多花点钱做3D打印镶件,只要能缩短成型周期5秒,量大的话半年就回本。 周期就是印钞机。 我那套瓶盖模,把运水从8mm改成10mm,水温机功率没变,周期从6.8秒降到6.1秒,你算算一年省多少? 够给全车间发年终奖了。
问:我明明做了模流分析,为什么试模时还是出现严重的缩水?
答:模流分析不是万能的。 很多工程师只看充填等值线,却忽略了体积收缩率与保压曲线的匹配。 缩水本质上是因为冷却过程中材料补偿不足。 如果分析显示缩水指数在3%以上,别光盯着浇口加大,先检查你的保压切换点——是不是太早了? 保压压力有没有分段并足够高? 另外,冷却时间是否足够,模温是否均匀? 有时候把后模温度降低10℃,比什么都有用。 最后,试试改变壁厚过渡区的圆角,模流分析里很多软件对尖角处的堆积效应计算偏乐观,实际试模时这里往往就是缩水点。
材料与表面处理:贵的不一定对,对的一定不便宜

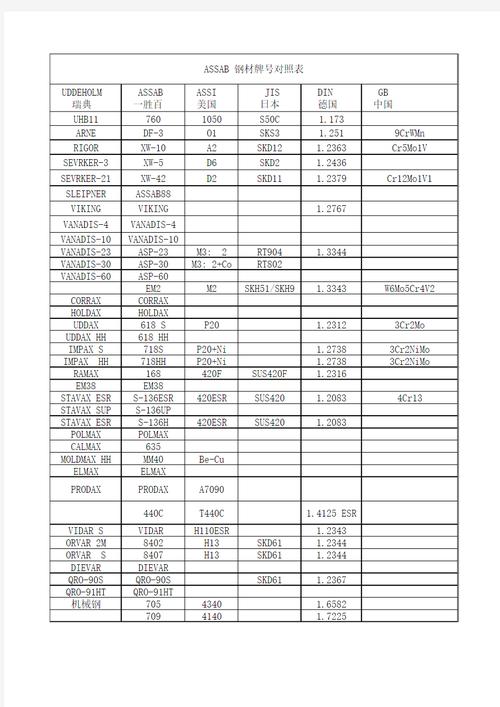
选钢材是个玄学。 2344、S136、NAK80、H13…… 听着都差不多,用起来天差地别。 我吃过最大的亏,就是用S136做了一套高光车灯模,结果抛光能抛到人崩溃—— 硬度HRC48,抛一小时纹丝不动,最后降面加镀铬才勉强交货。 后来换成2344 ESR,硬度低一点,但抛光效率提升三倍,产品表面反而更亮。 所以啊,镜面抛光性能和绝对硬度往往成反比,别被供应商忽悠了。
表面处理这块,更要命。 现在动不动就PVD涂层、 CrN、 DLC,好像不镀一下都不好意思叫模具。 可你知道么? 排气不良的模腔,镀DLC基本是自杀—— 积碳、脱膜、掉渣,比不镀还惨。 我的原则是:先解决排气,再谈涂层;先优化结构,再谈表面。 普通滑块每天润滑都能干几十万模次,你非得上个氮化钛,结果刚性不足分层了,怨谁?
问:滑块和斜顶表面到底该用哪种处理?经常卡死,抹油也没用。
答:卡死90%不是因为缺油,而是因为配合间隙不对或者材料热膨胀系数不匹配。 首先检查滑块的压条和斜顶的导向块,是否预留了足够的热膨胀间隙—— 尤其当滑块材料是铍铜而模架是45#钢时,铍铜膨胀系数大,冷模时很顺滑,一升温就咬死。 其次,别迷信高温润滑脂,如果模温超过120℃,大多数润滑脂都会结焦,反而加剧磨损。 建议尝试固体润滑涂层,如二硫化钼基自润滑涂层,或者直接在摩擦面上开几道润滑槽,效果往往比涂层更持久。 如果必须镀层,CrN比TiN抗咬合性更好,但记得抛光后镀,且镀前表面粗糙度要低于Ra0.2。
维护保养:模具不是“用坏”的,是“修坏”的

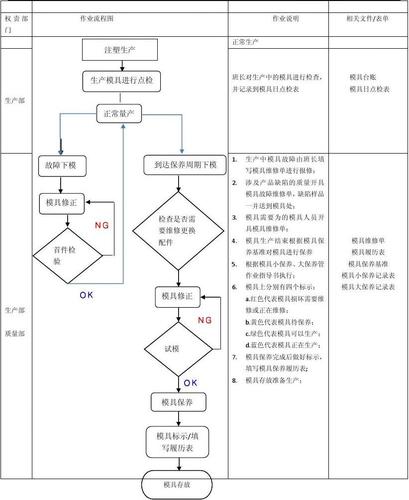
你去翻翻模具台账,80%的异常维修都跟保养不当有关。 分型面用铜棒敲? 拜托,那是精密模,不是打铁。 水路不清、阀针不查、排气槽不疏,等出了飞边、短射再去修,修一次精度降一次。 还有更奇葩的—— 操作工为了防锈,往模腔里喷了WD-40就合模存放,结果挥发的溶剂腐蚀了镜面,一套模废了。 气得我当场开除人。
保养就得制度化。 每5万模次强制检查导柱、导套间隙;每10万模次检测冷却水流量和ΔT;每20万模次拆下镶件清洗积垢。 别觉得麻烦,这些数字都是血泪换的。 尤其是热流道系统,温度控制箱的偏差校准要月月做,热电偶线一松,温控超差10℃,打出来的产品脆得跟薯片一样。 还有,每次停产后必须打防锈剂,但必须用专业塑料防锈剂,且合模前擦干净,不然残留在料筒里,下一批全是黑点。
最后再说两句。 别把“降本”当成买最便宜的钢材、找最便宜的外协;真正的降本,是把钱花在那些能帮你省下成倍试模费、维修费的地方。 设计时多画几根三维线,选材时多查查热处理曲线,保养时多拧几下螺丝—— 比什么都强。 模具这东西,你对它多上心,它就给你多出活。 就这么简单,可就是没几个人做得到。