干了二十年钳工,最怕听见“研配”俩字。不是怕累,是怕那种无底洞般的挫败感——模具吊上压机,一合模,间隙不对,零件起皱开裂,然后就是没日没夜地修模、试模、再修模。说实话,冲压模具这玩意儿,设计得再漂亮,仿真做得再花哨,到了调试现场,照样得靠钳工的手感、眼神和那一丁点玄学般的经验。
研配到底在研什么?
很多人以为研配就是把上下模贴合面磨平。错!那只是基础中的基础。真正要命的是模具间隙的均匀性。尤其是汽车外覆盖件,型面复杂得一塌糊涂,理论间隙0.8毫米,实际压出来这儿0.5、那儿1.2,零件表面光影扭曲得跟老太太脸似的。
记得有一次,一个翼子板模具,棱线那儿总是啃伤。机床精度没问题,就是研配不到位。我跟徒弟说,别看模板上红丹粉涂得均匀,一受力弹性变形,间隙全变了。后来怎么解决的?拆了模具,在压机上反向打红丹,一点点把动态间隙找出来,再手工修研。花了整整三天。三天啊!就为了那条棱线。可你别说,最后零件拿出来,光影顺滑,值了!

还有拉伸筋。拉伸筋的圆角半径,图纸上标注R3,你以为照做就完了?原材料批次一换,屈服强度差个十几兆帕,压出来就开裂。这时候就得靠试模钳工的经验:用油石轻轻蹭一蹭筋槽,甚至故意把某些区域的筋磨浅一点,让走料阻力降下来。——有人管这叫“工艺补偿”,可我觉得更像是一种直觉。你说这玩意儿能全用CAE仿真搞定?目前看,还差得远呢。
问与答:那些让设计师抓狂的现场问题
问:模具调试时,零件总是产生不规则的暗坑,表面看没有明显拉伤,但喷漆后光影扭曲,到底原因出在哪里?
答:八成是模具型面局部粗糙度突变引起的。可能是研配时某个高点没去掉,或者是淬火后硬度不均,导致磨损不一致。用油石过一遍整个型面,手感有“涩”的地方,就是微观高点。再拿细砂纸顺走料方向打光。注意!千万别用气动抛光轮一个劲儿抛,抛塌了棱线,零件就废了。
问:新开的拉伸模,为什么总是在固定区域开裂,调整压边力也没用?
答:先别急着调压边力。检查拉伸筋的圆角是否有崩口?或者内滑块液压垫顶出高度是不是一致?很多开裂是拉伸筋 R 角过小,材料流过时剪切应力太大。用放大镜看那个区,哪怕有一个微小切入缺口,材料就会撕裂。这时候得用极小号油石小心修圆,宁可让此处走料稍多,后期翻边再切掉。现场有句话——“拉伸模调试,一半时间在修筋”。
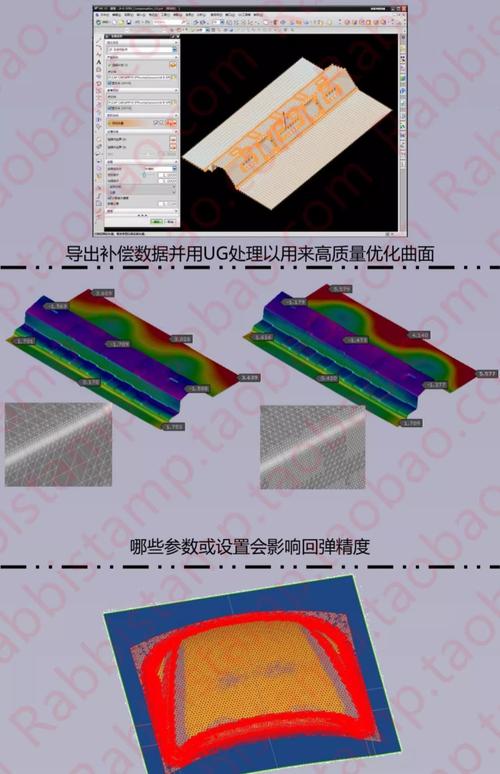
回弹补偿:那个永远猜不透的对手
高强钢板用得越来越多,回弹问题简直成了噩梦。DP780料,回弹量能到3毫米!设计时做了回弹补偿,模具也按补偿后型面加工了,可压出来还是差那么一点。为什么?因为回弹不是单一变量,它跟压力机滑块底部的挠度、润滑状态、甚至环境温度都有关系。
我遇见过最诡异的一次:冬天调试合格的模具,到了夏天零件尺寸变了。排查了好久,才发现厂房早晚温差导致液压油粘度变化,压边力实际输出不一致。最后没办法,在压机边上装了个温度传感器,重新标定压边力曲线。你说这能怪谁?模具本身精度0.01毫米,可外部变量一堆,冲压模具调试就是个系统工程。
现在有些模具厂开始用闭环自适应控制,一边压一边测量回弹,实时调整下一冲次的工艺参数。听起来高大上,但国内大部分中小厂,还是靠钳工师傅拿样板靠、拿塞尺量。有时候我觉得,冲压这行业吧,手艺活儿永远丢不了。毕竟,再好的设备,最后那“几丝”的感觉,还得人来把握。
所以每次有人抱怨模具调试周期长,我就笑笑。你试试在压机下面趴一下午,腰都直不起来,就为了那比头发丝还细的间隙均匀?这就叫匠心——虽然这词儿现在被用滥了,但干我们这行的,还真缺不了。