上礼拜车间又出幺蛾子,抓取总掉件。过去一看,吸盘唇口已经磨得像老太太的假牙,还在凑合用。负责的小伙子挠头:“参数明明选的挺保守啊…” 我直接给气笑了——保守?你连真空发生器流量都没算对,这叫蛮干。

说实话,大部分人对工业吸盘的理解还停留在“吸住就行”,但这事儿水太深。尤其是现在产线速度越来越快,曲面、透气、油污…稍微一个变量没考虑周全,整个节拍就得崩。崩一次,老板看你的眼神儿都不一样。
吸盘材质:你以为你以为的就是你以为的?
别上来就看样本册第一页,那是给采购新手准备的。天然橡胶?耐撕裂是不错,但碰见臭氧和紫外线就完蛋。硅胶呢?耐高温是真耐,可一遇到油——特别是那种切削液混合油——膨胀得比你信用卡账单还快。❗ 有个冷知识:好多厂家标“耐油硅胶”,其实是氟硅胶,价格翻倍不说,订货周期能拖死你。所以啊,别等吸盘都泡发了才想起来问材质。
聚氨酯这几年挺火,耐磨寿命能顶两个天然橡胶,就是硬度偏高,贴合性差点意思。我们之前试过一种丁腈橡胶混合配方,对付带薄油膜的钢板,抓得稳稳的。不过那批货批次稳定性不好,后来换了供应商。你看,现实就是这样,理论上一回事,量产又是另一回事。

流量匹配:最容易被忽略的隐形杀手
很多人选吸盘,直径、吸力算得贼细,唯独忽略了系统流量。等到真跑起来,真空度上不去,吸盘一个一个掉链子——还以为是泄漏。这就像你买了个大功率水泵,结果水管比小拇指还细,不出问题才怪。
给你个反常识的经验:对于透气性物料(纸箱、泡沫),吸盘的理论吸力往往要打三折。为什么?因为空气不停从微孔里漏进来,你得靠大流量真空发生器去“填坑”。但流量一大,能耗就飙。这时候用海绵吸盘?那玩意儿本身就是靠大面积、高流量来维持抓取,跟普通吸盘的逻辑完全两码事。💡
问:为什么我算好的安全系数,一上机就抓不住?
答:因为你没算动态力。工件被提起的瞬间,除了重力还有惯性力,如果加速度快,额外负载可能翻倍。更别提机械手转向时的离心力了。静态计算只是基准线,真正管用的是峰值负载。另外,吸盘老化后摩擦系数会降,本来靠摩擦力防滑,结果刚上料就转了个角度,视觉系统直接抓瞎。
问:海绵吸盘和波纹吸盘到底怎么选?
答:首先排除“哪个贵买哪个”的错误想法。海绵吸盘适合不规则表面、易碎品、或者需要大接触面积减少压痕的场合,但缺点是容易掉渣(海绵碎屑),不能用在无尘室。波纹吸盘则更“皮实”,能补偿高度差,而且因为是橡胶本体带褶皱,吸附后有一定的抗震能力。有一次我们抓注塑件,表面有顶针痕迹,用普通平吸盘漏得稀里哗啦,换成波纹吸盘,波纹刚好嵌进凹坑——稳得一批!不过波纹吸盘对安装的垂直度要求更高,偏了就容易侧漏。
真空回路里的那些“芝麻小事”
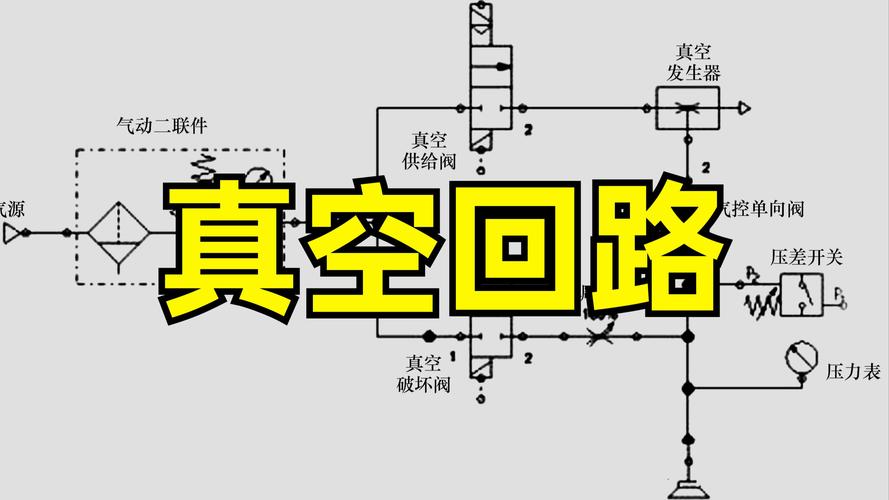
管接头直径、阀片切换速度、过滤器堵塞…这些芝麻小事,单个拎出来都不起眼,凑一块儿就能让你天天加班。我见过最离谱的案例,客户嫌吸盘响应慢,结果查了三天,发现是因为真空管太长且拐了四个90度弯头。流体力学老师能哭晕在实验室。✅ 一个小改动:尽量缩短吸盘到阀的距离,用硬管替代软管减少弹性变形,响应时间能缩短30%以上——不信你试试。
再有就是真空安全。别觉得有止回阀就万事大吉了,突然断电时,如果管路里的真空掉得太快,重工件直接砸下来。欧洲的EN标准明确要求垂直提升必须有冗余,咱们很多厂家为了省钱,完全不鸟这茬,反正出事时又不是他们写事故报告。
哦对,吸盘布局也是一门手艺。多个吸盘共用一个发生器时,某一个泄漏会拉低整个系统真空,这叫“连坐效应”。所以现在高端应用都用分布式真空,或者每个吸盘独立配真空发生器,贵是贵点,但省心。
最后说个让人哭笑不得的事儿:某次去客户那诊断,发现吸盘根本就没选错,只是工人怕掉件,手动把气压从标准0.6提到了0.8,结果是压强大到把吸盘吹成喇叭口,反而接触面积变小,更容易滑脱。科学这种东西,有时候就得跟人的直觉作斗争。
行了,槽吐得差不多了。工业吸盘这玩意,往小里说就是个橡胶疙瘩,往大里说,它是整个自动化系统的神经末梢。选它的时候,别只盯样本册,多跑现场,多摸一摸油污和碎屑,你会明白——参数表从来不说谎,但从来也不说全。
