2026-06-06 12:35:32 作者:网编
分类:文章
前两天车间老张打电话来,语气里带着火——新装的电磁吸盘掉料了。三吨重的钢板,离地半米突然脱磁,哐当一声砸下来,幸好底下没人。吓出一身冷汗。他问我:这玩意儿不是说吸力十吨吗?怎么三吨都吸不住?
我一听就知道,又是个只看广告不看说明的主儿。说实话,工业磁铁这行当,水挺深。我干了十五年,到现在偶尔还会被现场教做人。
电磁铁还是永磁铁?核心不是“哪个好”,而是“你怎么用”
很多人上来就问:电磁铁和永磁铁哪个好?这问题就像问锤子和螺丝刀哪个好一样——看你要干什么。
电磁铁吸力可控,通电就来磁,断电就消磁,适合需要频繁取放的自动化产线。但缺点也明显:怕断电。突然停电怎么办?要么配UPS,要么用蓄电池,要么就得有机械锁紧结构。去年浙江有个厂子,雷雨天气变压器跳闸,电磁吊具直接掉件,把淬火油槽砸了个窟窿,损失几十万。
永磁铁呢?不需要电,吸力恒定,特别适合长时间保持夹紧的场合,比如注塑机上的快速换模系统。不过装卸麻烦,因为一直是吸着的。现在有电永磁——通一下电瞬间充磁,再反向通一下瞬间消磁,不用持续供电,看起来完美?可它的控制精度和响应速度不如纯电磁,高速分拣线上就吃力。
所以选型第一条:别盯着参数表上的理论吸力,先想清楚你的工况。负载重量只是一方面——接触面光洁度、钢板表面锈蚀程度、重心偏不偏、有没有振动……都会让实际吸力打折扣。
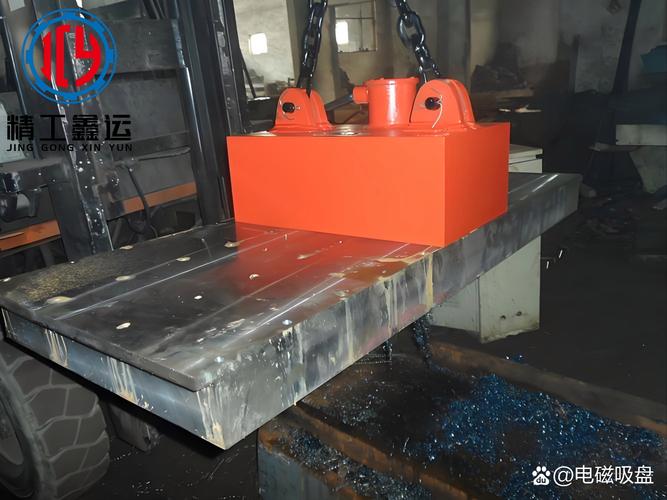 工业电磁吸盘吊运锈蚀钢板现场测试
我一般会建议安全系数至少2倍以上。标称吸力1000公斤,实际当500公斤用,不是保守,是保命。
工业电磁吸盘吊运锈蚀钢板现场测试
我一般会建议安全系数至少2倍以上。标称吸力1000公斤,实际当500公斤用,不是保守,是保命。
吸力不够?先别急着骂厂家
 吸力不够?先别急着骂厂家
百分之七十的“吸力不足”投诉,最后发现不是产品问题。
去年帮一个客户排查,他们的电磁卡盘夹不紧模具,铣削时刀具振得厉害。厂家来了三趟,换了线圈换了控制器,还是不行。我到现场一看,卡盘面上一层油泥,拿抹布擦了擦,问题解决。厂家差点气哭。
工业磁铁的吸力对气隙极其敏感。哪怕是0.1毫米的缝隙,吸力可能跌去一半。磁力线与距离的衰减不是线性,是接近平方反比。所以清洁是第一步。后来我们定了个规矩:每班上班前,用铜铲刮干净极面,用酒精擦一遍。再没出过事。
还有一个常被忽略的点:温度。钕铁硼永磁在80℃以上会开始退磁,超过150℃可能永久失效。电磁铁的线圈发热也会让电阻升高,电流下降。夏天车间温度四五十度,你指望它跟实验室一样猛?不现实。
问:我们厂里用永磁起重器吊钢板,最近吸力明显下降了,怎么回事?
答:先检查极面锈蚀和杂物,然后用高斯计量一下磁极表磁。如果表磁只有新品的七八成,大概率是长期震动或高温导致部分退磁了。可以返厂充磁,但如果是钕铁硼且已经烤过,内部微观结构可能变了,充回去也顶不住原来。换个新的更靠谱。
问:电磁铁老是烧线圈,有什么预防办法?
答:先测一下实际电压。很多工厂电网波动大,夜间电压能到400V,线圈发热翻倍。建议加稳压器或调低直流电压,同时检查散热——风冷是不是堵了,水冷是不是结垢。另外,频繁通断电会造成反电动势尖峰,一定要用好的续流二极管或压敏电阻吸收,不然线圈绝缘层很容易击穿。
吸力不够?先别急着骂厂家
百分之七十的“吸力不足”投诉,最后发现不是产品问题。
去年帮一个客户排查,他们的电磁卡盘夹不紧模具,铣削时刀具振得厉害。厂家来了三趟,换了线圈换了控制器,还是不行。我到现场一看,卡盘面上一层油泥,拿抹布擦了擦,问题解决。厂家差点气哭。
工业磁铁的吸力对气隙极其敏感。哪怕是0.1毫米的缝隙,吸力可能跌去一半。磁力线与距离的衰减不是线性,是接近平方反比。所以清洁是第一步。后来我们定了个规矩:每班上班前,用铜铲刮干净极面,用酒精擦一遍。再没出过事。
还有一个常被忽略的点:温度。钕铁硼永磁在80℃以上会开始退磁,超过150℃可能永久失效。电磁铁的线圈发热也会让电阻升高,电流下降。夏天车间温度四五十度,你指望它跟实验室一样猛?不现实。
问:我们厂里用永磁起重器吊钢板,最近吸力明显下降了,怎么回事?
答:先检查极面锈蚀和杂物,然后用高斯计量一下磁极表磁。如果表磁只有新品的七八成,大概率是长期震动或高温导致部分退磁了。可以返厂充磁,但如果是钕铁硼且已经烤过,内部微观结构可能变了,充回去也顶不住原来。换个新的更靠谱。
问:电磁铁老是烧线圈,有什么预防办法?
答:先测一下实际电压。很多工厂电网波动大,夜间电压能到400V,线圈发热翻倍。建议加稳压器或调低直流电压,同时检查散热——风冷是不是堵了,水冷是不是结垢。另外,频繁通断电会造成反电动势尖峰,一定要用好的续流二极管或压敏电阻吸收,不然线圈绝缘层很容易击穿。
选型时那些藏在角落里的参数
除了吸力,有些东西很多人不看,但特别要命。
通电持续率(ED%)。这东西决定电磁铁能连续工作多久。小型电磁铁标称ED 50%的意思是,通电一分钟,必须断电一分钟让它冷却。如果你让它在100% ED下工作,半小时就冒烟了。见过有个设计糊涂的,把ED 40%的电磁铁用在自动焊接夹具上,一天八小时连轴转,三个月线圈烧成碳。
残留磁性。电磁铁断电后总有点剩磁,尤其用久了。吊细小零件时,剩磁可能导致放不下来——明明断电了,零件还吸着。有时候要反向通电消磁,或者用铜隔磁板。锂电池行业搬运极片时就特别讲究这点,一点点剩磁都会让极片翻翘,影响叠片精度。
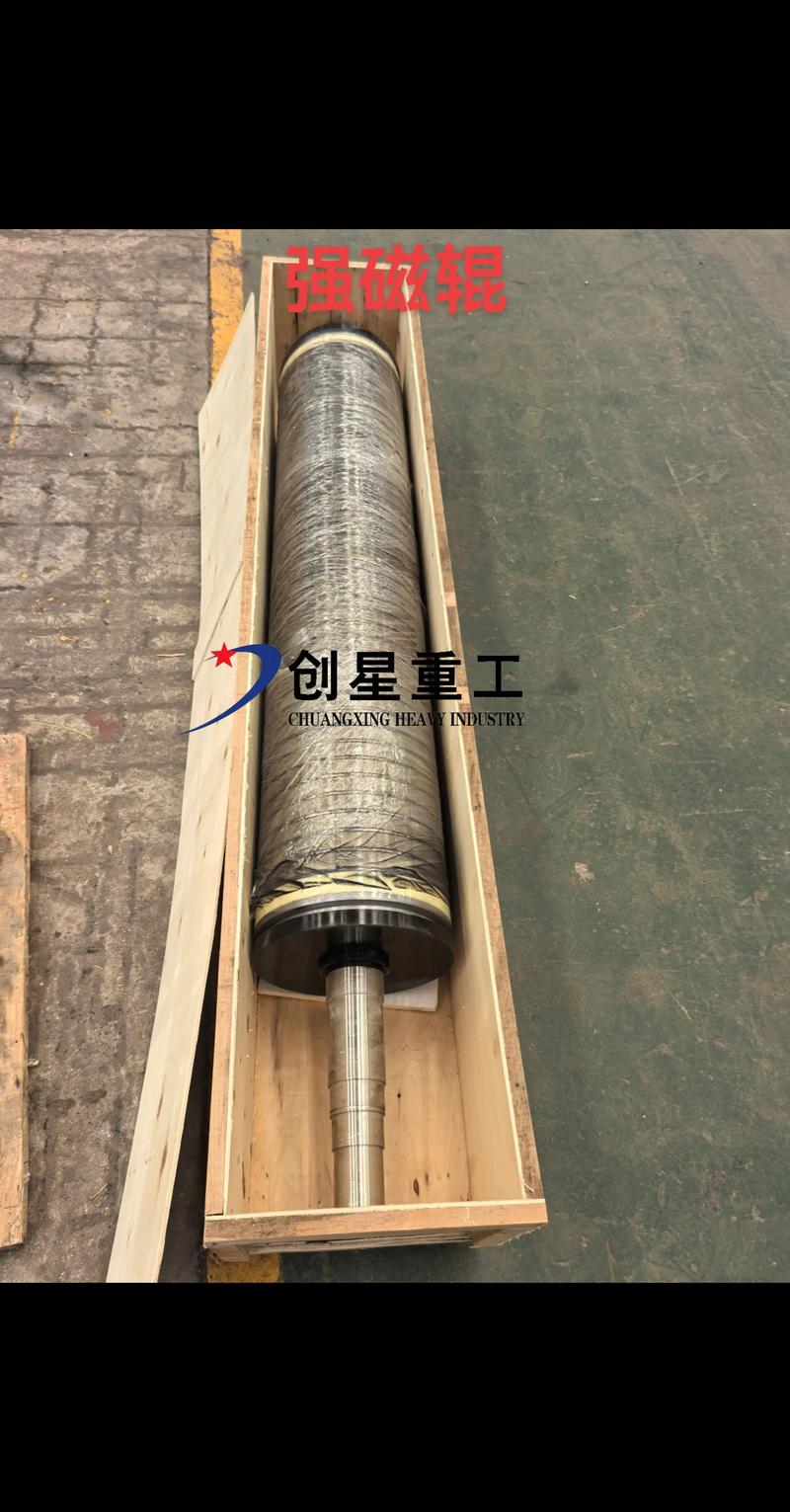 锂电卷绕机用低剩磁电磁辊
极面材质和结构。一般电磁铁极面是低碳钢,方便导磁。但有些工况要防腐蚀,得用不锈钢极面,不过不锈钢导磁差,吸力会掉。还有极面纹路——全平面吸力最大,但光滑件容易打滑;带螺孔或沟槽的,方便安装夹具,但会损失一点点吸力。这些都得权衡。
问:买回来的电磁铁声音很大,嗡嗡响,是不是有问题?
答:交流电磁铁必然有嗡嗡的电磁噪声,是叠片振动的结果。如果特别大声,先看固定螺丝有没有松;再看极面是否完全贴合,有气隙会加剧振动。直流电磁铁基本没声,如果它嗡嗡了,说明整流滤波出了毛病,交流脉动进来了,赶紧查电容和二极管。
问:我们的电永磁吸盘偶尔会夹不紧,重新上磁又好了,什么原因?
答:可能充磁电流不够或脉冲时间太短。电永磁需要瞬间大电流脉冲,如果电源容量偏小或者电缆过长压降大,就会充不满。用示波器抓一下励磁电流波形,看峰值是否到标称值。另外,检查周围有没有强磁场干扰,比如旁边有大电机或高频焊机,也会捣乱。
说实话,工业磁铁应用里的坑,大半是“想当然”挖出来的。以为永远能吸住、以为不怕热、以为不挑表面……摔几次跟头就记住了。我办公桌玻璃板下压着一片烧焦的线圈,时刻提醒自己:对待磁力,得像对待高压电一样谨慎。它看不见摸不着,可一旦失效,后果实实在在。
最后啰嗦一句:别省检测那点儿钱。定期用高斯计测表磁分布,用热成像看线圈发热,把数据记下来,画成趋势图。等曲线开始拐头了,就赶紧计划换,别等它崩在产线上。💡
锂电卷绕机用低剩磁电磁辊
极面材质和结构。一般电磁铁极面是低碳钢,方便导磁。但有些工况要防腐蚀,得用不锈钢极面,不过不锈钢导磁差,吸力会掉。还有极面纹路——全平面吸力最大,但光滑件容易打滑;带螺孔或沟槽的,方便安装夹具,但会损失一点点吸力。这些都得权衡。
问:买回来的电磁铁声音很大,嗡嗡响,是不是有问题?
答:交流电磁铁必然有嗡嗡的电磁噪声,是叠片振动的结果。如果特别大声,先看固定螺丝有没有松;再看极面是否完全贴合,有气隙会加剧振动。直流电磁铁基本没声,如果它嗡嗡了,说明整流滤波出了毛病,交流脉动进来了,赶紧查电容和二极管。
问:我们的电永磁吸盘偶尔会夹不紧,重新上磁又好了,什么原因?
答:可能充磁电流不够或脉冲时间太短。电永磁需要瞬间大电流脉冲,如果电源容量偏小或者电缆过长压降大,就会充不满。用示波器抓一下励磁电流波形,看峰值是否到标称值。另外,检查周围有没有强磁场干扰,比如旁边有大电机或高频焊机,也会捣乱。
说实话,工业磁铁应用里的坑,大半是“想当然”挖出来的。以为永远能吸住、以为不怕热、以为不挑表面……摔几次跟头就记住了。我办公桌玻璃板下压着一片烧焦的线圈,时刻提醒自己:对待磁力,得像对待高压电一样谨慎。它看不见摸不着,可一旦失效,后果实实在在。
最后啰嗦一句:别省检测那点儿钱。定期用高斯计测表磁分布,用热成像看线圈发热,把数据记下来,画成趋势图。等曲线开始拐头了,就赶紧计划换,别等它崩在产线上。💡
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业磁铁:那些年我们踩过的坑和学到的硬核知识
文章链接:https://www.zystgy.cn/a/52190