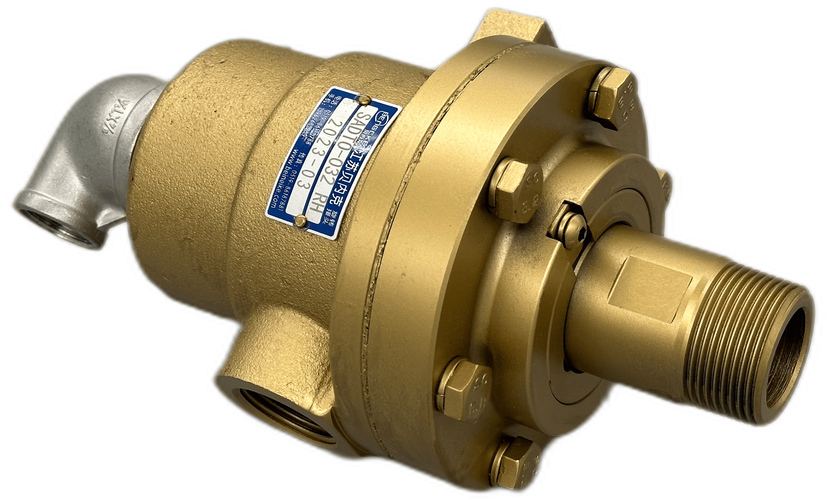
说实话,干咱们这行的,谁还没在旋转接头上栽过跟头?我前阵子就遇到一档子事儿——新上的导热油旋转接头,才跑了俩月就漏得跟筛子似的。拆下来一看,密封环磨得锃亮,弹簧也松了。厂家信誓旦旦说‘绝对耐高温’,结果……唉,怪自己没把工况吃透。
旋转接头这玩意儿,看着就是个铁疙瘩,里面的门道深着呢。你以为是标准件?错。扭矩、转速、介质、温度、压力,哪个参数偏差一丁点儿,寿命就可能从一年缩到一礼拜。不是吓唬人。
介质特性直接决定生死,别迷信‘通用型’
很多人图省事,买那种所谓的‘万能旋转接头’——水、油、气都能通。真的,千万别!我早年用过一款,通水还行,一切换成导热油,没几天就滴答漏。为啥?密封材质和油不相容,溶胀了。
💡关键点:一定要根据介质选密封副和波纹管材质。比如水-乙二醇和普通液压油,对氟橡胶的侵蚀性完全不同。有些冷却液带研磨颗粒,得用硬质合金密封面,否则几个月就划出沟槽。还有饱和蒸汽?那玩意儿的闪蒸现象能把密封面瞬间冲蚀成麻子脸。见过没?我见过,惨不忍睹。
问:有没有办法让旋转接头同时适应多种介质?
答:理论上可以,但风险极大。如果确实需要切换介质,必须彻底清洗管路,并选用全氟醚这类近乎惰性的密封材料——贵得要命。更稳妥的方案是配两个专用接头,用快换结构切换。别嫌麻烦,停一次机的损失够买一箱子接头。
转速和压力:被忽视的共振杀手
你以为转速只要不超铭牌就万事大吉?Too young。旋转接头在某个转速区间会产生共振,振幅能把密封面撞出微小缝隙,介质趁机渗入,然后压力一卸,密封又压紧——这种高频微动摩擦会把密封圈切出鱼鳞状的伤痕。发现问题时,往往已经漏了好几天。检查时留意一下,密封面上有没有那种放射状的小裂纹,有的话,八成是共振惹的祸。
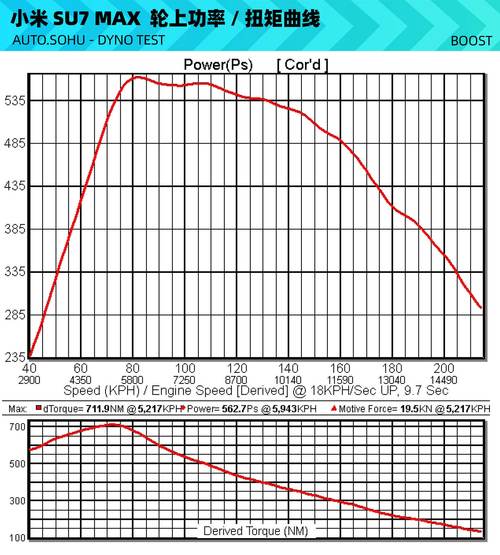
压力方面更逗。有些人把接头耐压等级当成动态压力——大错特错。铭牌上的压力是静态
额定值,一旋转起来,流体动压效应会让密封面推开,实际承载能力直线下降。转速越高,许用压力越低。遇到过吗?泵一启动接头就滋滋叫,那就是端面被顶开了。赶紧查转速-压力曲线图,别等崩开烫伤人。
问:怎么判断旋转接头是否工作在共振区?
答:凭经验的话,听声音——出现间歇性高频啸叫,或用手摸外壳感到发麻的微振。科学方法:用频谱分析仪贴在壳体上,看振动频率是否和转速倍频重合。一旦确认,改变转速或更换不同刚度的波纹管组件都能避开。还有个馊主意——往壳外缠几圈阻尼带,临时救场可以,长期不推荐。
安装歪一点,寿命砍一半
安装!我最恨那些拿手电钻带一下、凭感觉拧巴拧巴就完事儿的伙计。旋转接头同轴度要求极高,尤其高转速场合。轴头跳动超过0.05毫米?密封圈偏磨的速度快得让你怀疑人生。必须用百分表打表,法兰连接的话要交叉对角线拧螺栓。还有,管路不能给它加应力,很多泄漏不是因为接头不行,是管路热膨胀把接头别别扭扭拽住了。得装金属软管补偿,记住了❗
另外,有些双通旋转接头带虹吸管,装反了介质短路,设备温度根本降不下来,还纳闷为啥新接头就不顶用。废物一个。拆装前做好标记,别光靠脑子记。
问:旋转接头安装时,轴向间隙如何调整?
答:看设计。弹簧式的一般有预压量,装到底再回退半圈到一圈,具体看手册。波纹管式的基本不用调,但要注意安装时波纹管不能受扭。固定式衬套的要确保锥面贴合度,涂红丹粉检查接触面积,低于70%就得配研。总之,别靠感觉,得测量。
问:泄漏量多大算正常?
答:零泄漏是理想,实际使用中,轻微湿润(比如十几分钟形成一滴)对于高温导热油接头可接受,因为密封面需要介质润滑。但连续滴流就不对了。水、空气类介质必须零泄漏。另外注意区分泄漏源:是壳体结合面、密封端面,还是中心管螺纹?别一漏就甩锅给密封圈。
维护的坑:加错润滑脂等于自杀
有些旋转接头带注脂嘴,得定期打润滑脂。好嘛,车间师傅抓起手边的锂基脂就怼进去。结果?油脂和介质反应,结焦堵死轴承滚道,接头卡死扭断——整个生产线停摆。血的教训啊。一定要用厂家指定的专用脂,比如氟素脂或者高温硅脂。没有?宁可别加。不少低速轻载接头其实是免维护的。
✅最后掏心窝子几点:买旋转接头别光比价,工况表填得越详细越好;到货了抽检密封面平面度,用光学平晶看一下;运行前48小时加密巡检,记压力、温度、泄漏量,建立档案。这些功夫省不得。别问我怎么知道的——库房那堆报废接头在替我说话。
工业里的小东西,藏着大道理。旋转接头,真不是拧上去就完。