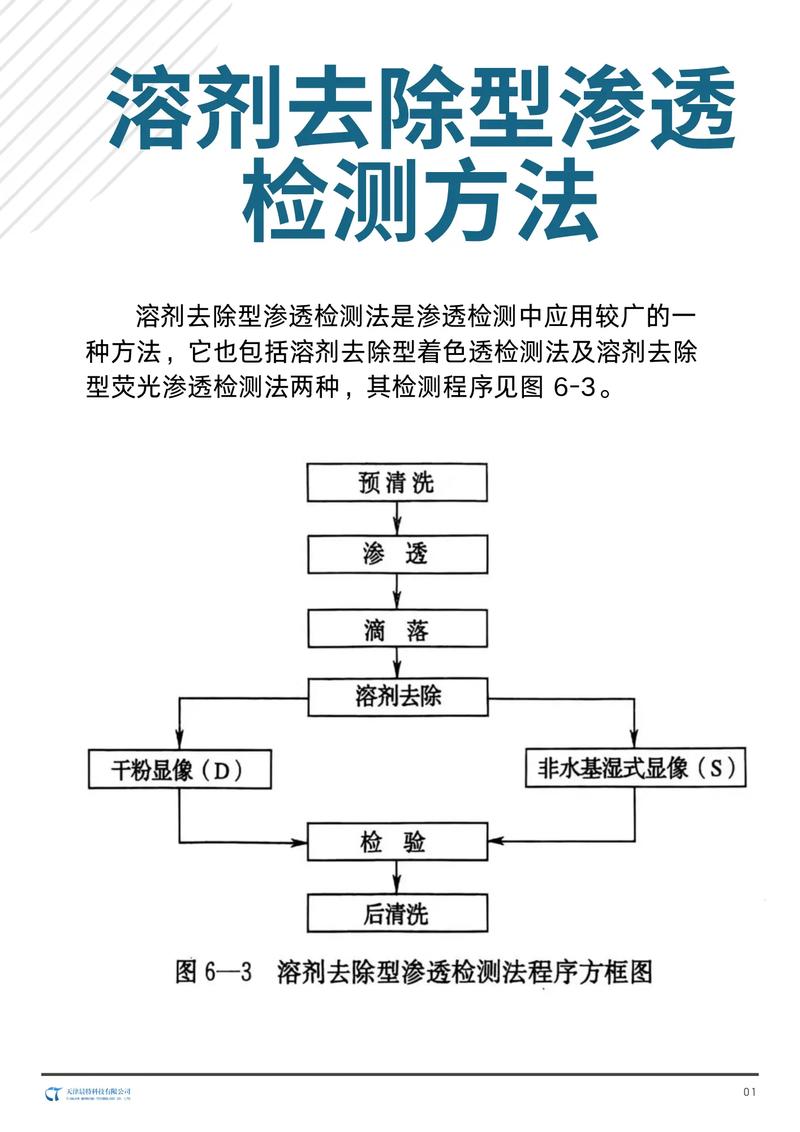
第一次接触,我就被那抹红色惊艳到了
那还是刚进车间的时候。师傅递给我一罐红色的喷罐,说:“去,把那条焊缝喷一遍。”渗透检测——我那时连这四个字都说不顺溜。但当我喷上渗透剂,等了几分钟,再喷上显像剂,焊缝上突然渗出鲜艳的红色痕迹时……天哪!就像变魔术一样。一条原本肉眼根本看不见的裂纹,就这么清晰地现了形。说实话,无损检测那么多方法,超声波、磁粉、射线,可我最爱渗透。直观,简单,而且——便宜。但千万别以为它没技术含量。❌
这些年下来,我犯过的错比吃过的盐还多。比如有次工件没清洗干净,残留的油污堵住了开口,缺陷漏检了。半夜被电话叫回厂里,那一身冷汗啊……从那以后,我清洗步骤绝对不省。❗
毛细作用,才是背后的魔法
很多人以为渗透检测就是随便喷喷。不是的。核心是毛细作用。液体能自己爬进微小的缝隙,就像纸巾吸墨水。而渗透剂必须具有高渗透力、低粘度、高表面张力——这些术语听上去枯燥,但选错了药液你就等着哭吧。有一次用了某品牌的渗透剂,在低温环境下黏稠得像蜂蜜,啥都渗不进去。换了另一款——立竿见影。所以说,灵敏度想上去,渗透剂、清洗剂、显像剂必须匹配。💡
问:渗透检测到底能检出多小的缺陷?
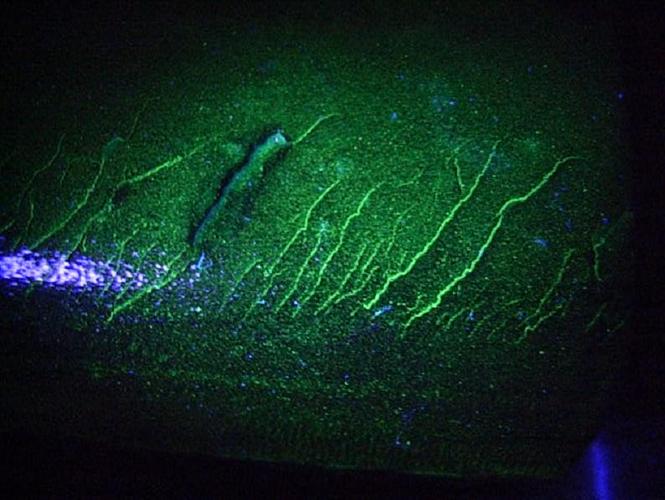
答:理论数据跟你说0.5微米宽度的裂纹——对,微米级!但实际车间,谁能保证那么理想的表面状态啊。灰尘、温度、渗透时间……打个折扣,能稳定检出几微米宽的开裂已经很牛逼了。尤其是荧光渗透检测,在暗室里用紫外灯照,那些细如发丝的裂纹泛着绿光,像是夜空里的星座。第一次见绝对会被震撼到。❗
着色还是荧光?这不只是颜色的选择
有次徒弟问我:师傅,着色渗透和荧光渗透,哪个好?我喝了口水——这小子算问到点子上了。着色吧,红色最经典,阳光下就能看,不需要暗室,设备简单。但它的检出限,说实话,比荧光差一截。荧光则是灵敏度控的福音,但必须黑光灯、暗室,还得避免紫外线伤眼。选哪个,看你的验收标准,还有现场条件。不过话说回来,如果允许,我会毫不犹豫推荧光。因为有些微裂纹,着色真的不给力——一显像,整片红,分不清是真缺陷还是背景染色。懊恼得想砸罐子。❌
问:渗透检测前,工件表面处理有什么讲究?
答:打磨、清洗,这两个步骤能占你成败的70%!有人用砂轮磨得锃亮,结果把缺陷开口都糊死了,渗透剂进不去,照样漏检。必须用化学清洗或者溶剂擦拭,让开口裸露出来。而且——千万不能用钢丝刷,它会把金属“涂抹”到裂纹上。我早期就栽过这个坑,把一个重大裂纹给盖住了。后来客户退货,老板脸绿了一个星期。从那以后,我清洗步骤像刻在骨头里。✅
时间、温度、手法——穿透那些玄学
渗透时间、显像时间,都不是固定的。标准上写15℃-50℃下保持5-10分钟……但生产线上谁给你掐秒表?冬天工房冷,渗透剂粘度变大,必须延长渗透时间。夏天又得防着干燥过快,显像剂薄薄一层不能厚。我见过新手喷显像剂像刷墙,白花花一片,结果啥都看不见。那层白膜的作用是把渗出的渗透液吸附出来形成显示,太厚反而把缺陷吞没了。❗ 手法上,喷罐离工件大约20-30厘米,均匀扫过。千万别定点喷——那会冲掉渗透液。真的,光这个我就能讲一小时。
还有,后乳化型渗透检测这个分支,很多人一辈子用不上。它多了一步乳化工序,能把多余的渗透剂洗掉而不冲走缺陷里的,灵敏度更高。但水洗控制不好,要么过洗,要么残留荧光背景。曾经在一个航天零件上试过,那叫一个小心翼翼,最后看着清晰的缺陷指示,差点哭出来——是激动的。所以啊,渗透检测,玩的就是细节中的魔鬼。💀
最后说个笑话:有次我拿着渗透报告去开会,非专业人士问,你们这检测跟中医“红点”疗法似的,是不是喷了就能看到内伤?我竟无言以对。其实它只能查表面开口缺陷,内部缩孔、分层得靠射线或超声。所以它常跟其他无损检测方法互补。不过,我依然深爱它。因为那种让隐藏缺陷无所遁形的快感,是其他方法给不了的。好了,又说多了。你有啥渗透检测的奇葩经历?下次聊。👋