上个月给客户切一套3mm不锈钢板,鬼知道换三次喷嘴,光镜片擦了两回——都是辅助气体没开到位闹的。干这行十年,见过太多人拿着参数表两眼放光,结果买回去半年就开始骂娘。说实话,激光切割这玩意儿,纸上谈兵全白搭。
选型别被参数糊弄,关键看这几点
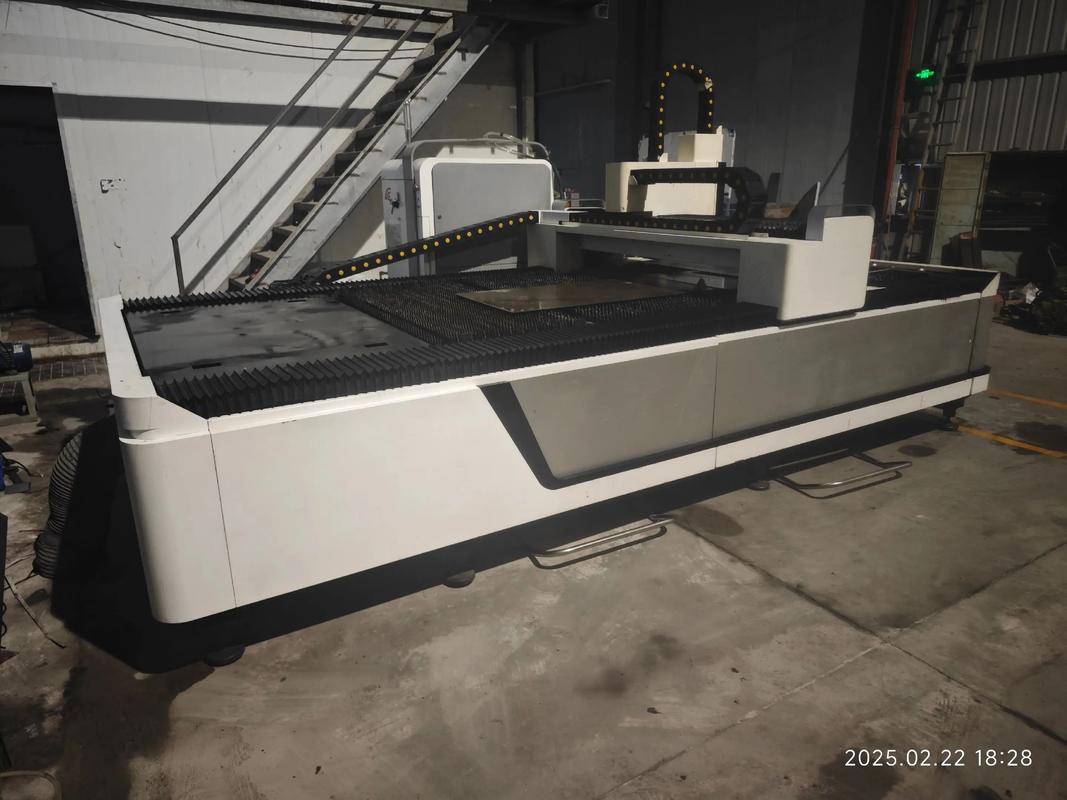
厂家销售张嘴就是“我们的功率两千瓦,切割速度碾压同行”。听着挺唬人,对吧?但你去车间走一圈,床身刚性才是第一关。重型床身铸铁的,一万转运行起来稳如老狗;那些焊管拼装的,切到一半就开始抖,精度?不存在的。
还有激光器——千万别迷信国产不行或者进口一定好。现在锐科、创鑫这些国产光纤激光器,切割薄板一点不输IPG,关键售后跟得上。进口货要是代理商不给力,坏个泵浦源等两个月?厂子都要黄了。❗
再一个容易被忽视的:冷水机。很多人光盯着切割头,结果夏天水温压不住,功率衰减得你怀疑人生。我吃过亏,后来换了双温双控的,多了万把块,但值啊。
问:激光切割到底能切多厚的不锈钢?
答:常见的说法,2000W切12mm,3000W切16mm,4000W切20mm。但实际干活儿,你得打八折。因为理论厚度是指“勉强能切穿”,可批量生产你要的是质量啊——切面光滑、无挂渣。我这边3000W,长期只接10mm以下的活儿,再厚就得用等离子了。
问:切割速度和厚度怎么平衡?
答:你这个问题问到点子上了。快是好,但氧气切口容易发黑,而且锥度大。如果客户要后续焊接,我一般会降速,用高压空气或氮气,断面白亮亮的,省他们打磨。说白了,速度得为质量让路,除非客户只在乎便宜。
工艺调试里的坑,简直防不胜防
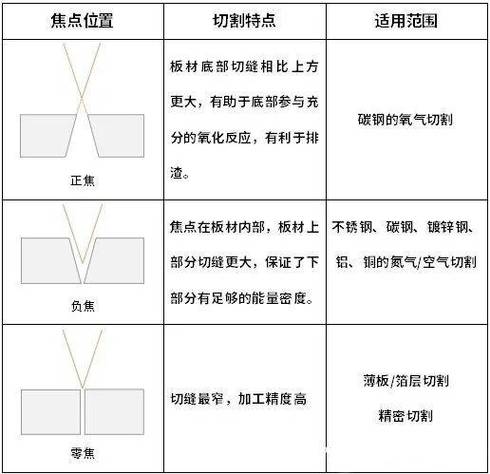
新手上来最爱干的事:焦点调错。正焦点切割厚板明明更快,可有些人非听信“负焦点粗糙度好”的教条,结果切铝板直接反渣烧镜片——我骂都懒得骂了。💡
还有穿孔参数。六毫米碳钢,你用连续波穿孔?坑洼一大片,后面怎么切都歪。必须脉冲穿孔,频率调低,占空比30%慢慢来。有一次图省事,穿孔时间从0.3秒压到0.2秒,结果爆孔了,整张板报废……那一瞬间真想抽自己。
辅助气体压力也是玄学。氮气切不锈钢,压力掉个0.5巴,断面立刻出毛刺。可流量开太大,又浪费。我现在都让操作工拿块样品试切,摸出临界值再投产。经验这种东西,真不是手册能写全的。
省钱省心的维护秘诀,别等坏了才哭
保护镜片——这玩意儿我叫它“耗材之王”。每天开机前拿酒精棉擦,一周必须换一次,否则脏了导致激光发散,聚焦点温度飙升,切割头分分钟烧给你看。一个镜片几十块,一个切割头几千块,这笔账算不明白?
喷嘴也是。很多人不重视,觉得能用就行。但你知道不?双层喷嘴和单层的,气体流场完全不一样。切厚板用双层,涡流少,排渣干净。而且喷嘴孔径必须匹配电流和焦点,用错了效率直接打七折。我备了两大抽屉喷嘴,不同厚度换着用,麻烦?总比返工强。
还有导轨和丝杠的润滑,别舍不得那点润滑脂。三个月不清,精度跑偏,切出来的圆都是椭圆。我们厂现在强制每周五下午停机保养,虽然耽误产能,但出一次事故赔的钱够保养三年。
问:日常维护最容易被忽略的地方是哪里?
答:排渣系统。激光切割粉尘大,抽风管道堵了,车间全是烟。而且风压不够,切割头里面进灰,镜片寿命直接腰斩。我每月必拆开管道清灰,顺带检查滤筒。还有个要命的——空压机,很多人忘了放水,气路里全是冷凝水,切面立马氧化发黑,还腐蚀电磁阀。真够呛。
最后唠叨句:激光切割这行,设备是死的,人是活的。同样的机器,有人开着赔钱,有人赚得盆满钵满。别懒,多趴在边上观察火花飞溅的方向,听听穿孔声音,手感比什么传感器都灵。✅