金属打印的坑:不是打印完就万事大吉
入行第一天,带教师傅就跟我说:小子,别被机器吐零件的画面骗了。真正让你抓狂的在后头。当时我不信。现在——我恨不得把这句话刻在所有金属打印机上。
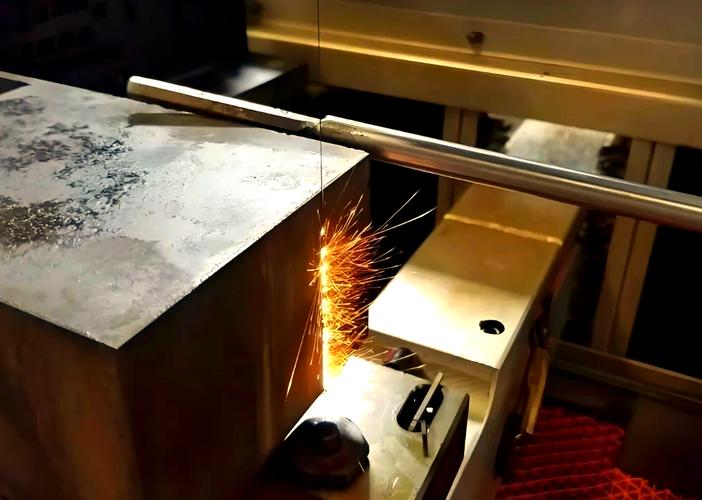
工业级增材制造,最典型的流程是DMLS或者SLM。激光噌噌来回扫,金属粉末一层层熔凝,看着真酷。可零件从基板上取下来那一刻,挑战才刚开始。你得像拆炸弹一样处理那个仍焊在基板上的零件。线切割、电火花,稍有不慎,零件崩个角,整块废掉。我印象最深的一次:一个钛合金航空支架,打印12小时,后处理足足折腾三天,工时费比打印还高。算上热处理、热等静压、支撑去除、表面精加工,后处理成本经常占到零件总成本的60%以上。❗ 很多人算ROI时直接忽略,结果项目做到一半傻眼。
支撑设计更让我又恨又不敢乱改。网格支撑、块状支撑、树形支撑……参数调半天,就想少用点材料,让打印快一点。去年我贪心,把某壳体内腔的支撑密度砍了一半。结果打印过程中,悬垂区域直接翘曲,刮刀撞上去,那声巨响至今心有余悸。整个仓的粉末全污染,损失上万。💸 只能说,面向增材制造的设计思维,跟传统减材完全是两套语言。拓扑优化搞出来的性感曲面,应力集中点能把你搞疯。还有内部流道,粉末清不干净等于直接报废。有家医疗公司打印骨盆植入物,就因为残留粉末导致临床失败,现在行业里人人谈粉色变。
原型爽,量产痛:供应链的真实逻辑

原型阶段,增材制造就是救世主。以前开个硅胶模至少要两周,现在早上发图,晚上快递就能把样件送上门。但一说到量产,很多老板的脸就拉下来了。单件成本高得离谱——除非你像GE那样,把上百个零件合并成一个燃油喷嘴,用增材降本90%。
不过话说回来,小批量、多品种、定制化医疗,这才是增材的钱袋子。我去年服务过一个无人机初创团队,他们的机架用传统CNC根本做不了,倒扣结构太多。后来改用选择性激光烧结尼龙,月产500套,成本居然比CNC低30%,还没算省下的工装夹具钱。他们CTO激动得连夜给我打电话:你猜怎么着!设计迭代速度直接快了五倍!这种时候,我才觉得这行没选错。😊
问:我们公司想引入金属3D打印,应该从哪开始?
答:先培养懂DFAM的工程师,别急吼吼买设备。软件、参数、材料特性,比硬件烧钱得多。建议找靠谱服务商先打样两年,摸透后处理的痛再考虑自建产能。我见过太多企业,机器买来当摆设,因为没人会切片,没人敢动支撑参数。
材料:惊喜与抓狂并存
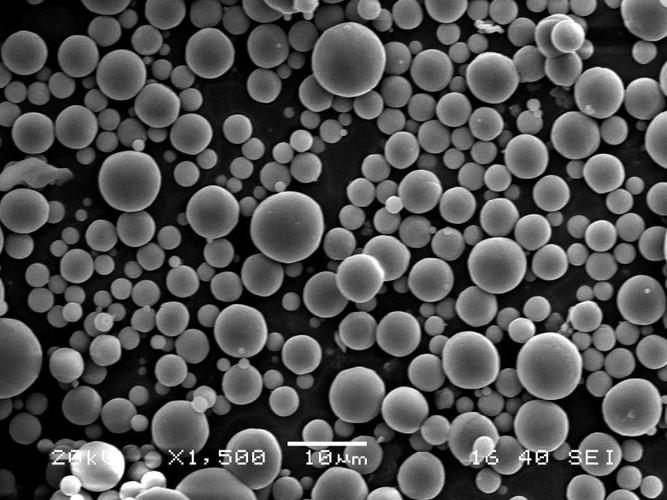
粉末这玩意儿,真是一言难尽。316L、AlSi10Mg、Ti6Al4V,听着是标准牌号,可不同供应商的粉末,哪怕粒度分布相似,打印出来性能也能差出一大截。有次老板图便宜,换了个新来源的铝硅10镁粉,参数没调优就直接上机。出来的零件布满了微裂纹,气密性全废。全批次报废,差点把客户关系搞崩。🤯
粉末循环使用更是玄学。理论上可以筛分再混粉,但氧含量会悄悄爬升。我一朋友用循环8次的钛粉打印件,做了拉伸测试,延伸率直接腰斩。最后产品装机后开裂,赔到哭。所以现在我的规矩是,关键承力件最多循环3次,而且每批次送检。至于PEEK这类高温聚合物,打印是真遭罪——腔温要到350°C,层间结合稍差就分层。但用在医疗上,骨小梁结构能让成骨细胞长进去,患者愈合快,那种成就感无可替代。
问:增材制造号称节省材料,为什么总成本反而高?
答:因为设备折旧、惰性气体消耗、后处理和人工都在这摆着。但换个维度,比如航空零件减重带来的燃油全寿命节省,或者缩短开发周期抢市场,总账就能算过来。一定要用全生命周期成本模型,别只盯打印阶段的材料钱。
未来的火种:不是取代,是融合
别再嚷嚷“增材取代减材”了,真干这行的都知道,那是外行话。混合制造才是王道。先用粉末床熔融打印个近净形,再上五轴CNC精加工关键面,既省料又保精度。我们车间最近引入激光熔覆,用来修模具,旧模寿命直接翻三倍,比买新模省了70%。这才是接地气的应用!
另一个让我睡不着觉的是后处理自动化。目前全靠老师傅手艺,支撑打磨、抛光、着色,根本没法标准化。谁家能搞出柔性自动化后处理线,绝对能收割整个行业。💡
说到底,增材制造就像一把手术刀——用对场景,它能创造奇迹;胡乱挥舞,只会伤人伤己。这些年我被它坑过,也被它惊艳过,慢慢学会不狂热,不鄙夷。工业终究要回归价值,不是吗?